444 Alaska Avenue
Suite #BAA205 Torrance, CA 90503 USA
+1 424 999 9627
24/7 Customer Support
sales@markwideresearch.com
Email us at

Market Overview
The manufacturing industry is undergoing a significant transformation, driven by the exponential growth of data and the increasing demand for data-driven decision-making. In this context, big data analytics has emerged as a crucial tool for manufacturers to gain insights, optimize processes, and enhance operational efficiency. Big data analytics in the manufacturing industry refers to the process of collecting, analyzing, and interpreting large volumes of data generated by various sources within the manufacturing value chain. This data includes machine-generated data, sensor data, production data, supply chain data, and customer data. By leveraging advanced analytics techniques, manufacturers can uncover valuable insights, identify patterns, and make data-driven decisions to drive innovation, improve product quality, streamline operations, and enhance overall business performance.
Meaning
Big data analytics in the manufacturing industry involves the application of advanced analytics techniques to large and complex datasets to extract meaningful insights and drive business value. It encompasses various processes, including data collection, data storage, data preprocessing, data analysis, and data visualization. The goal of big data analytics in manufacturing is to transform raw data into actionable intelligence that can guide decision-making at every level of the organization. By analyzing historical and real-time data, manufacturers can gain deep visibility into their operations, identify bottlenecks, predict maintenance needs, optimize production processes, and improve overall efficiency.
Executive Summary
The manufacturing industry is experiencing a data revolution, with the proliferation of connected devices, the Internet of Things (IoT), and automation technologies. This has resulted in the generation of massive volumes of data, often referred to as big data. However, the value of this data lies in its analysis and interpretation. Big data analytics provides manufacturers with the tools and techniques to extract insights, drive operational improvements, and gain a competitive edge. This report provides an in-depth analysis of the big data analytics market in the manufacturing industry, including key market insights, drivers, restraints, opportunities, regional analysis, competitive landscape, segmentation, category-wise insights, key trends, COVID-19 impact, industry developments, analyst suggestions, future outlook, and a comprehensive conclusion.
Important Note: The companies listed in the image above are for reference only. The final study will cover 18–20 key players in this market, and the list can be adjusted based on our client’s requirements.
Key Market Insights
Market Drivers
Market Restraints
Market Opportunities
Market Dynamics
The big data analytics market in the manufacturing industry is driven by the convergence of several factors. The increasing digitization of manufacturing processes, the proliferation of connected devices and IoT technologies, and the availability of cloud computing infrastructure have created a fertile ground for the growth of big data analytics. Manufacturers are realizing the potential of big data analytics to gain actionable insights, drive innovation, and improve operational efficiency. As a result, there is a growing demand for advanced analytics solutions that can handle large and complex datasets, provide real-time insights, and integrate with existing IT systems.
On the other hand, challenges such as data privacy and security concerns, the lack of skilled professionals, integration issues, and the high cost of implementation pose obstacles to the widespread adoption of big data analytics in the manufacturing industry. However, industry stakeholders are actively working to address these challenges by investing in cybersecurity measures, promoting data literacy programs, developing integration frameworks, and offering cost-effective solutions.
The market dynamics of big data analytics in the manufacturing industry are also influenced by regulatory factors. Data protection regulations, such as the General Data Protection Regulation (GDPR), require manufacturers to ensure the privacy and security of personal data. Compliance with these regulations adds an additional layer of complexity to the implementation of big data analytics solutions.
Furthermore, the COVID-19 pandemic has had a significant impact on the manufacturing industry and, consequently, on the big data analytics market. The pandemic disrupted global supply chains, leading to increased volatility and uncertainty. Manufacturers turned to big data analytics to gain real-time visibility into their supply chains, optimize inventory management, and adapt to changing market conditions. The pandemic has highlighted the importance of agile decision-making and the need for advanced analytics capabilities in navigating disruptions and building resilience.
Regional Analysis
The adoption of big data analytics in the manufacturing industry varies across regions. Developed economies, such as North America and Europe, have been early adopters of advanced analytics solutions due to their mature manufacturing sectors and strong technological capabilities. These regions have a higher concentration of large manufacturing enterprises that can afford to invest in big data analytics infrastructure and talent.
In Asia-Pacific, the manufacturing industry is experiencing rapid growth, driven by the expansion of industrial sectors in countries like China, India, and Japan. These countries have witnessed significant investments in automation, IoT, and digital technologies, which are fueling the demand for big data analytics in manufacturing. The region is also home to a large number of contract manufacturers and original equipment manufacturers (OEMs) that are increasingly adopting big data analytics to improve operational efficiency and product quality.
Latin America and the Middle East & Africa are emerging markets for big data analytics in manufacturing. The growing manufacturing sectors in these regions, coupled with increasing investments in digital transformation, are creating opportunities for the adoption of big data analytics solutions. However, these regions face challenges related to infrastructure limitations, limited availability of skilled professionals, and data privacy concerns.
Competitive Landscape
Leading Companies in the Big Data Analytics in Manufacturing Industry Market:
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.

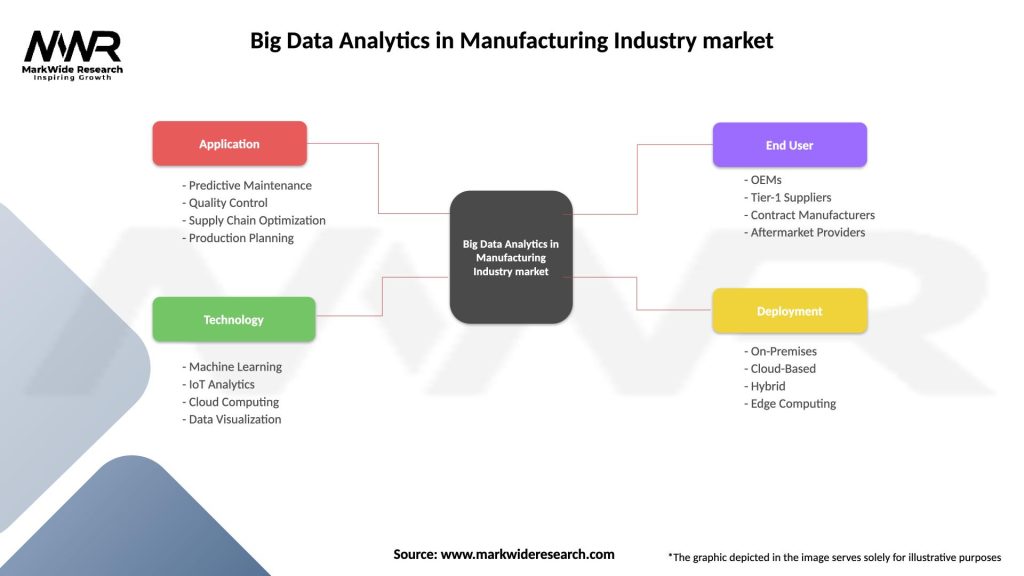
Segmentation
The big data analytics market in the manufacturing industry can be segmented based on various factors, including deployment model, analytics type, end-user, and region.
Category-wise Insights
Key Benefits for Industry Participants and Stakeholders
The adoption of big data analytics in the manufacturing industry offers several key benefits for industry participants and stakeholders:
SWOT Analysis
Strengths:
Weaknesses:
Opportunities:
Threats:
Market Key Trends
Covid-19 Impact
The COVID-19 pandemic has significantly impacted the manufacturing industry and the adoption of big data analytics. Manufacturers faced unprecedented disruptions in their supply chains, production operations, and customer demand. However, the pandemic also highlighted the importance of agility, resilience, and data-driven decision-making.
During the pandemic, manufacturers turned to big data analytics to gain real-time visibility into their supply chains, identify alternative suppliers, optimize inventory levels, and mitigate disruptions. Predictive analytics played a critical role in forecasting demand patterns, optimizing production schedules, and ensuring the availability of essential products.
The pandemic accelerated the adoption of digital technologies, including big data analytics, as manufacturers realized the need for agile decision-making and operational flexibility. It emphasized the importance of leveraging real-time data, predictive models, and scenario analysis to navigate uncertain and rapidly changing market conditions.
Manufacturers also prioritized worker safety and well-being during the pandemic. Big data analytics helped monitor compliance with safety protocols, analyze social distancing measures, and optimize workforce management to ensure a safe working environment.
Overall, the COVID-19 pandemic has underscored the value of big data analytics in enabling manufacturers to adapt, respond, and recover from disruptive events. It has reinforced the need for robust analytics capabilities, data-driven insights, and the ability to quickly transform data into actionable intelligence.
Key Industry Developments
Analyst Suggestions
Based on market trends and developments, industry analysts suggest the following recommendations for manufacturers:
Future Outlook
The future of big data analytics in the manufacturing industry looks promising. The exponential growth of data, advancements in analytics technologies, and increasing digitalization of manufacturing processes will continue to drive the adoption of big data analytics. Manufacturers will leverage real-time analytics, predictive models, and optimization algorithms to enhance operational efficiency, improve product quality, and optimize supply chain management.
The integration of big data analytics with emerging technologies like AI, machine learning, and IoT will open up new possibilities for manufacturers. This integration will enable manufacturers to automate processes, gain predictive capabilities, and unlock insights from vast amounts of data.The focus on data privacy and security will intensify as manufacturers deal with sensitive information. Compliance with data protection regulations and investments in cybersecurity measures will be crucial to build trust and ensure data integrity.Furthermore, manufacturers will increasingly explore data monetization opportunities by offering analytics services, insights, and data-driven solutions to customers and partners. Data will be seen as a valuable asset that can generate additional revenue streams and drive innovation.
Conclusion
Big data analytics has become a game-changer in the manufacturing industry, revolutionizing the way manufacturers operate, make decisions, and drive business value. The ability to collect, analyze, and interpret vast amounts of data has empowered manufacturers to optimize processes, improve product quality, enhance supply chain management, and achieve operational excellence.
In conclusion, big data analytics is revolutionizing the manufacturing industry, enabling manufacturers to unlock insights, drive innovation, and achieve sustainable growth.
What is Big Data Analytics in Manufacturing?
Big Data Analytics in Manufacturing refers to the use of advanced analytical techniques to process and analyze large volumes of data generated in manufacturing processes. This includes data from production lines, supply chains, and customer interactions to improve efficiency, reduce costs, and enhance product quality.
What are the key players in the Big Data Analytics in Manufacturing Industry market?
Key players in the Big Data Analytics in Manufacturing Industry market include IBM, Siemens, GE Digital, and SAP, among others. These companies provide various solutions that help manufacturers leverage data for operational improvements and strategic decision-making.
What are the main drivers of growth in the Big Data Analytics in Manufacturing Industry market?
The main drivers of growth in the Big Data Analytics in Manufacturing Industry market include the increasing need for operational efficiency, the rise of IoT devices generating vast amounts of data, and the demand for predictive maintenance solutions. These factors enable manufacturers to optimize processes and reduce downtime.
What challenges does the Big Data Analytics in Manufacturing Industry market face?
Challenges in the Big Data Analytics in Manufacturing Industry market include data security concerns, the complexity of integrating new technologies with legacy systems, and the shortage of skilled data analysts. These issues can hinder the effective implementation of analytics solutions.
What opportunities exist in the Big Data Analytics in Manufacturing Industry market?
Opportunities in the Big Data Analytics in Manufacturing Industry market include the potential for enhanced supply chain visibility, the development of smart factories, and the use of machine learning for quality control. These advancements can lead to significant improvements in productivity and innovation.
What trends are shaping the Big Data Analytics in Manufacturing Industry market?
Trends shaping the Big Data Analytics in Manufacturing Industry market include the increasing adoption of cloud-based analytics solutions, the integration of AI and machine learning technologies, and the focus on real-time data processing. These trends are driving the evolution of manufacturing practices.
Big Data Analytics in Manufacturing Industry market
| Segmentation Details | Description |
|---|---|
| Application | Predictive Maintenance, Quality Control, Supply Chain Optimization, Production Planning |
| Technology | Machine Learning, IoT Analytics, Cloud Computing, Data Visualization |
| End User | OEMs, Tier-1 Suppliers, Contract Manufacturers, Aftermarket Providers |
| Deployment | On-Premises, Cloud-Based, Hybrid, Edge Computing |
Please note: The segmentation can be entirely customized to align with our client’s needs.
Leading Companies in the Big Data Analytics in Manufacturing Industry Market:
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
North America
o US
o Canada
o Mexico
Europe
o Germany
o Italy
o France
o UK
o Spain
o Denmark
o Sweden
o Austria
o Belgium
o Finland
o Turkey
o Poland
o Russia
o Greece
o Switzerland
o Netherlands
o Norway
o Portugal
o Rest of Europe
Asia Pacific
o China
o Japan
o India
o South Korea
o Indonesia
o Malaysia
o Kazakhstan
o Taiwan
o Vietnam
o Thailand
o Philippines
o Singapore
o Australia
o New Zealand
o Rest of Asia Pacific
South America
o Brazil
o Argentina
o Colombia
o Chile
o Peru
o Rest of South America
The Middle East & Africa
o Saudi Arabia
o UAE
o Qatar
o South Africa
o Israel
o Kuwait
o Oman
o North Africa
o West Africa
o Rest of MEA

