444 Alaska Avenue
Suite #BAA205 Torrance, CA 90503 USA
+1 424 999 9627
24/7 Customer Support
sales@markwideresearch.com
Email us at

Market Overview
The ultra-high barrier films market is experiencing significant growth due to the increasing demand for advanced packaging solutions across various industries. Ultra-high barrier films are specialized films that offer exceptional barrier properties, preventing the permeation of gases, moisture, and odors. This comprehensive analysis provides valuable insights into the current state of the ultra-high barrier films market, key trends, market dynamics, competitive landscape, and future prospects.
Meaning
Ultra-high barrier films are advanced packaging materials designed to provide superior protection against external factors that can compromise the quality and shelf life of packaged products. These films are typically made of multiple layers with specialized coatings, resulting in exceptional barrier properties. They are used in various industries such as food and beverages, pharmaceuticals, electronics, and cosmetics to ensure product integrity and extend shelf life.
Executive Summary
The ultra-high barrier films market is witnessing rapid growth driven by the increasing demand for high-performance packaging materials that offer enhanced protection and extended shelf life for various products. The market is driven by factors such as the growing focus on sustainability, stringent regulations on food safety, and the need for innovative packaging solutions. This executive summary provides an overview of the key aspects of the ultra-high barrier films market.

Important Note: The companies listed in the image above are for reference only. The final study will cover 18–20 key players in this market, and the list can be adjusted based on our client’s requirements.
Key Market Insights
Regional Analysis
The ultra-high barrier films market exhibits regional variations in terms of market size, growth rate, and application areas. North America and Europe have a mature market due to the presence of established industries and stringent regulations on packaging materials. The Asia Pacific region is witnessing significant growth driven by rapid industrialization, urbanization, and increasing consumer awareness regarding product quality and safety.
Competitive Landscape
Leading Companies in the Ultra-high Barrier Films Market:
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
Segmentation
The ultra-high barrier films market can be segmented based on various criteria:
Category-wise Insights
Key Benefits for Industry Participants and Stakeholders
The ultra-high barrier films market offers several benefits for industry participants and stakeholders:
SWOT Analysis
A SWOT (Strengths, Weaknesses, Opportunities, and Threats) analysis provides a holistic assessment of the ultra-high barrier films market:
Market Key Trends
The ultra-high barrier films market is witnessing several key trends:
Covid-19 Impact
The COVID-19 pandemic has underscored the importance of reliable and hygienic packaging solutions. The demand for ultra-high barrier films in the healthcare and food industries has increased, driven by the need for safe and secure packaging of medical supplies, personal protective equipment, and essential food products. The pandemic has also highlighted the significance of supply chain resilience and the need for sustainable packaging options.
Key Industry Developments
The ultra-high barrier films market has witnessed notable industry developments:
Analyst Suggestions
Based on the current market dynamics, analysts suggest the following strategies for industry participants:
Future Outlook
The future of the ultra-high barrier films market looks promising, driven by the increasing demand for advanced packaging solutions that ensure product integrity, extend shelf life, and meet sustainability goals. The market is expected to witness continued innovation in materials, coatings, and manufacturing processes to enhance barrier properties, sustainability, and customization options. Rising consumer awareness, stringent regulations, and the need for e-commerce-compatible packaging will further drive the adoption of ultra-high barrier films.
Conclusion
The ultra-high barrier films market is experiencing significant growth and transformation as industries recognize the importance of advanced packaging solutions. Ultra-high barrier films offer exceptional protection against external factors, ensuring the integrity, freshness, and shelf life of packaged products. The market presents opportunities for innovation, sustainability, and customization to meet specific packaging needs. By leveraging technological advancements, addressing key challenges, and focusing on sustainable practices, the ultra-high barrier films market is poised for a promising future in the global packaging industry.
What is Ultra-high Barrier Films?
Ultra-high barrier films are specialized materials designed to provide exceptional protection against gases, moisture, and other environmental factors. They are commonly used in packaging applications to extend the shelf life of products, particularly in the food and pharmaceutical industries.
What are the key companies in the Ultra-high Barrier Films Market?
Key companies in the Ultra-high Barrier Films Market include Amcor, Mondi Group, and Sealed Air Corporation, which are known for their innovative packaging solutions. These companies focus on developing advanced barrier technologies to meet the growing demand for high-performance packaging, among others.
What are the drivers of growth in the Ultra-high Barrier Films Market?
The growth of the Ultra-high Barrier Films Market is driven by increasing demand for durable packaging solutions in the food and beverage sector, as well as the rising need for effective moisture and gas barrier properties in pharmaceuticals. Additionally, the trend towards sustainable packaging is also contributing to market expansion.
What challenges does the Ultra-high Barrier Films Market face?
The Ultra-high Barrier Films Market faces challenges such as high production costs and the complexity of manufacturing processes. Additionally, competition from alternative packaging materials can hinder market growth.
What opportunities exist in the Ultra-high Barrier Films Market?
Opportunities in the Ultra-high Barrier Films Market include the development of biodegradable and recyclable films to meet sustainability goals. Furthermore, advancements in nanotechnology and smart packaging solutions present new avenues for innovation and market growth.
What trends are shaping the Ultra-high Barrier Films Market?
Trends in the Ultra-high Barrier Films Market include the increasing adoption of multi-layer films that enhance barrier properties and the integration of smart technology for real-time monitoring of product conditions. Additionally, there is a growing focus on eco-friendly materials and processes.
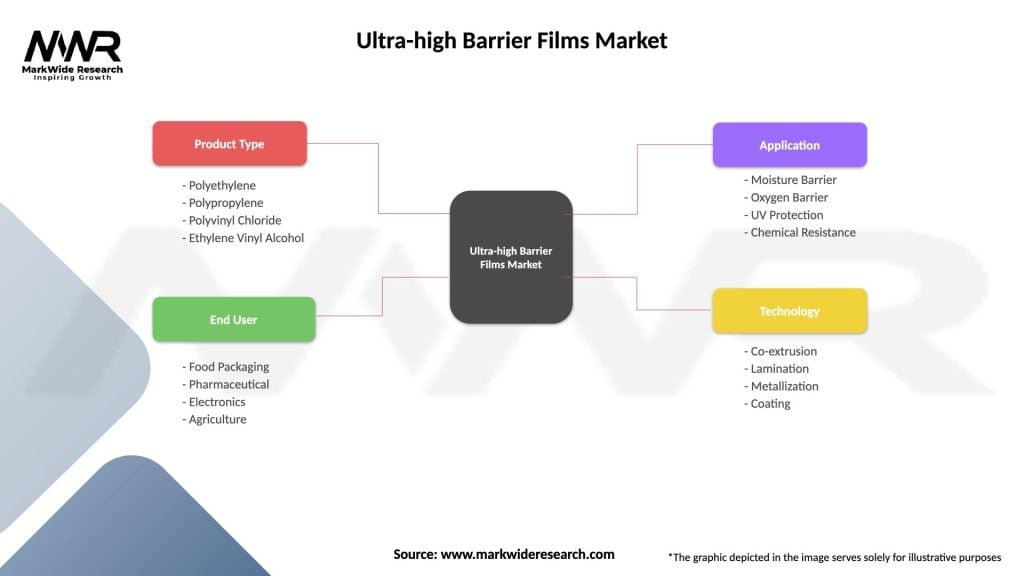
Ultra-high Barrier Films Market
| Segmentation Details | Description |
|---|---|
| Product Type | Polyethylene, Polypropylene, Polyvinyl Chloride, Ethylene Vinyl Alcohol |
| End User | Food Packaging, Pharmaceutical, Electronics, Agriculture |
| Application | Moisture Barrier, Oxygen Barrier, UV Protection, Chemical Resistance |
| Technology | Co-extrusion, Lamination, Metallization, Coating |
Please note: The segmentation can be entirely customized to align with our client’s needs.
Leading Companies in the Ultra-high Barrier Films Market:
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
North America
o US
o Canada
o Mexico
Europe
o Germany
o Italy
o France
o UK
o Spain
o Denmark
o Sweden
o Austria
o Belgium
o Finland
o Turkey
o Poland
o Russia
o Greece
o Switzerland
o Netherlands
o Norway
o Portugal
o Rest of Europe
Asia Pacific
o China
o Japan
o India
o South Korea
o Indonesia
o Malaysia
o Kazakhstan
o Taiwan
o Vietnam
o Thailand
o Philippines
o Singapore
o Australia
o New Zealand
o Rest of Asia Pacific
South America
o Brazil
o Argentina
o Colombia
o Chile
o Peru
o Rest of South America
The Middle East & Africa
o Saudi Arabia
o UAE
o Qatar
o South Africa
o Israel
o Kuwait
o Oman
o North Africa
o West Africa
o Rest of MEA

