444 Alaska Avenue
Suite #BAA205 Torrance, CA 90503 USA
+1 424 999 9627
24/7 Customer Support
sales@markwideresearch.com
Email us at

Market Overview
The Super Barrier Coated Film market has witnessed substantial growth in recent years, primarily driven by the rising demand for flexible packaging solutions in various industries. Super barrier coated films are high-performance materials used to protect products from oxygen, moisture, and other external factors, thereby extending their shelf life and maintaining product integrity. These films find extensive applications in food and beverage, pharmaceuticals, electronics, and other sectors where preserving product quality is paramount.
Meaning
Super barrier coated films are advanced packaging materials engineered to offer exceptional barrier properties, surpassing traditional packaging solutions. They are typically composed of multiple layers, each designed to provide specific functionalities. The combination of these layers creates a film that effectively prevents the penetration of gases and moisture, making it an ideal choice for sensitive products susceptible to degradation.
Executive Summary
The Super Barrier Coated Film market has experienced remarkable growth due to its numerous advantages over conventional packaging materials. This report aims to provide comprehensive insights into the market dynamics, key trends, regional analysis, and competitive landscape. It will also delve into the impact of the COVID-19 pandemic and offer future projections for industry participants and stakeholders.
Important Note: The companies listed in the image above are for reference only. The final study will cover 18–20 key players in this market, and the list can be adjusted based on our client’s requirements.
Key Market Insights
The Super Barrier Coated Film market is witnessing significant growth worldwide, driven by the rising demand for innovative and sustainable packaging solutions. The increasing emphasis on extending product shelf life, reducing food waste, and preserving the quality of pharmaceutical and electronic products is further propelling the market’s expansion.
Market Drivers
Market Restraints
Market Opportunities
Market Dynamics
The Super Barrier Coated Film market is driven by a combination of factors, including consumer preferences, technological advancements, and regulatory developments. The market’s dynamics are continually evolving, influenced by changing end-user requirements and the competitive landscape.
Regional Analysis
North America, Europe, Asia-Pacific, Latin America, and the Middle East & Africa are the key regions influencing the Super Barrier Coated Film market. Each region exhibits unique growth drivers and challenges, with Asia-Pacific leading the market due to its large consumer base and thriving industries.
Competitive Landscape
Leading Companies in the Super Barrier Coated Film Market:
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
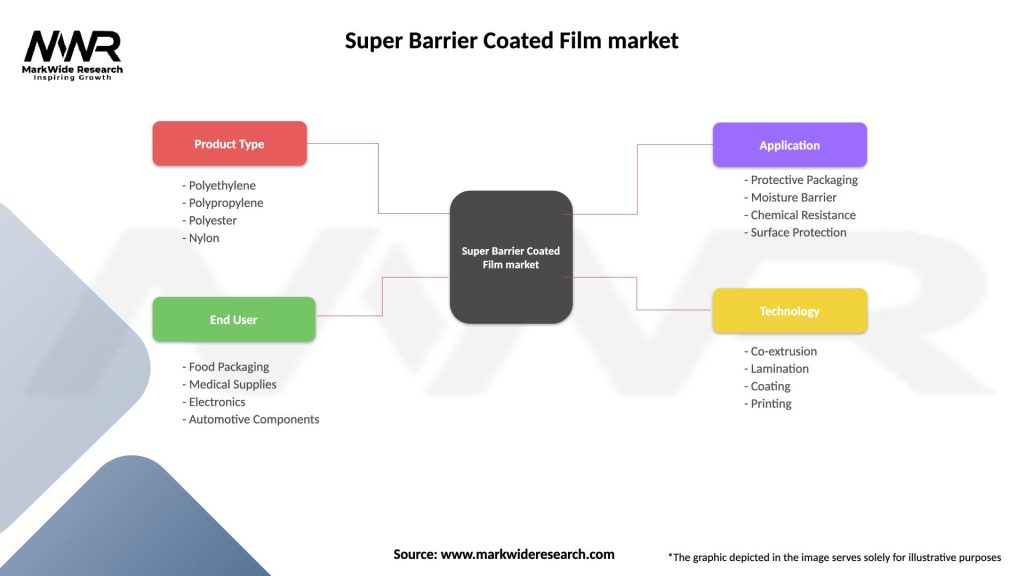
Segmentation
The market can be segmented based on product type, application, end-use industry, and region. Product type segmentation may include metalized films, ceramics-coated films, and transparent films, while application segmentation could encompass food packaging, pharmaceuticals, electronics, and others.
Category-wise Insights
Key Benefits for Industry Participants and Stakeholders
SWOT Analysis
Strengths:
Weaknesses:
Opportunities:
Threats:
Market Key Trends
Covid-19 Impact
The COVID-19 pandemic had a mixed impact on the Super Barrier Coated Film market. While the demand for protective packaging for pharmaceuticals and essential products surged, other industries experienced temporary slowdowns due to supply chain disruptions.
Key Industry Developments
Analyst Suggestions
Future Outlook
The Super Barrier Coated Film market is projected to witness significant growth in the coming years, driven by increasing consumer awareness of sustainable packaging and the expanding applications in diverse industries. Technological advancements and continuous product innovation will further propel market growth.
Conclusion
The Super Barrier Coated Film market is experiencing robust growth due to the need for high-performance, eco-friendly packaging materials. The market’s future appears promising, with increasing emphasis on sustainability and rising demand from various industries. As companies adapt to changing consumer preferences and embrace technological advancements, the market is poised for a bright and dynamic future.
What is Super Barrier Coated Film?
Super Barrier Coated Film refers to a type of film that has been treated with a special coating to enhance its barrier properties against gases, moisture, and other environmental factors. This makes it ideal for applications in packaging, electronics, and food preservation.
What are the key companies in the Super Barrier Coated Film market?
Key companies in the Super Barrier Coated Film market include Amcor, Sealed Air Corporation, and Mitsubishi Polyester Film, among others.
What are the drivers of growth in the Super Barrier Coated Film market?
The growth of the Super Barrier Coated Film market is driven by increasing demand for high-performance packaging solutions, the rise in food safety standards, and the expansion of the electronics industry requiring moisture-resistant materials.
What challenges does the Super Barrier Coated Film market face?
Challenges in the Super Barrier Coated Film market include the high cost of production, competition from alternative materials, and environmental concerns regarding plastic waste and recyclability.
What opportunities exist in the Super Barrier Coated Film market?
Opportunities in the Super Barrier Coated Film market include the development of biodegradable coatings, innovations in nanotechnology for enhanced barrier properties, and the growing trend of sustainable packaging solutions.
What trends are shaping the Super Barrier Coated Film market?
Trends in the Super Barrier Coated Film market include the increasing adoption of smart packaging technologies, advancements in coating techniques, and a shift towards eco-friendly materials to meet consumer demand for sustainability.
Super Barrier Coated Film market
| Segmentation Details | Description |
|---|---|
| Product Type | Polyethylene, Polypropylene, Polyester, Nylon |
| End User | Food Packaging, Medical Supplies, Electronics, Automotive Components |
| Application | Protective Packaging, Moisture Barrier, Chemical Resistance, Surface Protection |
| Technology | Co-extrusion, Lamination, Coating, Printing |
Please note: The segmentation can be entirely customized to align with our client’s needs.
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
North America
o US
o Canada
o Mexico
Europe
o Germany
o Italy
o France
o UK
o Spain
o Denmark
o Sweden
o Austria
o Belgium
o Finland
o Turkey
o Poland
o Russia
o Greece
o Switzerland
o Netherlands
o Norway
o Portugal
o Rest of Europe
Asia Pacific
o China
o Japan
o India
o South Korea
o Indonesia
o Malaysia
o Kazakhstan
o Taiwan
o Vietnam
o Thailand
o Philippines
o Singapore
o Australia
o New Zealand
o Rest of Asia Pacific
South America
o Brazil
o Argentina
o Colombia
o Chile
o Peru
o Rest of South America
The Middle East & Africa
o Saudi Arabia
o UAE
o Qatar
o South Africa
o Israel
o Kuwait
o Oman
o North Africa
o West Africa
o Rest of MEA

