444 Alaska Avenue
Suite #BAA205 Torrance, CA 90503 USA
+1 424 999 9627
24/7 Customer Support
sales@markwideresearch.com
Email us at

Market Overview
The Solid Phase Extraction (SPE) Unit market is witnessing significant growth globally, driven by the increasing demand for sample preparation techniques in analytical laboratories, rising adoption of SPE for purification and concentration of analytes, and technological advancements in SPE unit design and functionality. SPE units play a crucial role in isolating and purifying target compounds from complex sample matrices, facilitating analytical workflows, and enhancing detection sensitivity in various applications across industries. The market is characterized by innovations in SPE technology, expanding applications in pharmaceutical and environmental analysis, and strategic collaborations driving market expansion and adoption of SPE solutions in laboratory settings.
Meaning
Solid Phase Extraction (SPE) Units are laboratory instruments designed to perform sample preparation techniques for isolating, purifying, and concentrating target analytes from complex sample matrices. SPE involves the adsorption of analytes onto a solid sorbent material packed into a cartridge or disk, followed by elution of the analytes for subsequent analysis. SPE units automate the SPE process, providing consistent and reproducible results while reducing manual labor and improving workflow efficiency in analytical laboratories.
Executive Summary
The SPE Unit market is experiencing robust growth, driven by factors such as the increasing demand for analytical testing, rising complexity of sample matrices, and expanding applications of SPE in pharmaceutical, environmental, and forensic analysis. Key market players are investing in research and development to innovate new SPE technologies, enhance sample preparation workflows, and improve detection limits, driving market differentiation and adoption of SPE solutions in analytical chemistry. Moreover, strategic partnerships, regulatory approvals, and industry standards are driving market expansion and technology adoption in laboratory settings worldwide.
Important Note: The companies listed in the image above are for reference only. The final study will cover 18–20 key players in this market, and the list can be adjusted based on our client’s requirements.
Key Market Insights
Market Drivers
Market Restraints
Market Opportunities
Market Dynamics
The SPE Unit market is dynamic, influenced by factors such as technological innovation, market competition, regulatory policies, and industry standards shaping the analytical chemistry industry landscape. Key players must adapt to these dynamics and leverage strategic initiatives to capitalize on emerging opportunities, address market challenges, and drive sustainable growth and innovation in the dynamic SPE Unit market.
Regional Analysis
Competitive Landscape
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
Segmentation
Category-wise Insights
Key Benefits for Industry Participants and Stakeholders
SWOT Analysis
Market Key Trends
Covid-19 Impact
The Covid-19 pandemic has accelerated market demand for SPE units, driven by the surge in analytical testing, research initiatives, and regulatory compliance in pandemic response efforts. Moreover, the pandemic has highlighted the importance of sample preparation techniques, method validation, and data quality assurance in laboratory analysis, driving innovation and market growth in SPE solutions for pharmaceutical, environmental, and clinical applications.
Key Industry Developments
Analyst Suggestions
Future Outlook
The future of the SPE Unit market looks promising, with increasing demand for sample preparation solutions, expanding applications in analytical chemistry, and technological advancements driving market growth and innovation in SPE technology. Market players must continue to invest in research, collaboration, and regulatory compliance to capitalize on emerging opportunities, address market challenges, and drive sustainable growth and innovation in the dynamic SPE Unit market.
Conclusion
In conclusion, the Solid Phase Extraction (SPE) Unit market is poised for significant growth, driven by factors such as increasing demand for sample preparation techniques, expanding applications in pharmaceutical and environmental analysis, and technological advancements enabling automation and miniaturization of SPE workflows. SPE units play a crucial role in sample cleanup, analyte purification, and method validation in laboratory analysis, contributing to improved data quality, productivity, and efficiency in analytical chemistry applications.
What is Solid Phase Extraction Unit?
Solid Phase Extraction Unit refers to a laboratory technique used to separate and purify compounds from mixtures. It is commonly employed in analytical chemistry for sample preparation, particularly in the fields of environmental testing, pharmaceuticals, and food safety.
What are the key players in the Solid Phase Extraction Unit Market?
Key players in the Solid Phase Extraction Unit Market include Agilent Technologies, Thermo Fisher Scientific, and Waters Corporation, among others. These companies are known for their innovative solutions and extensive product offerings in the field of analytical instrumentation.
What are the growth factors driving the Solid Phase Extraction Unit Market?
The growth of the Solid Phase Extraction Unit Market is driven by the increasing demand for efficient sample preparation techniques in laboratories. Additionally, the rise in environmental monitoring and stringent regulations in the pharmaceutical industry are contributing to market expansion.
What challenges does the Solid Phase Extraction Unit Market face?
The Solid Phase Extraction Unit Market faces challenges such as the high cost of advanced extraction units and the need for skilled personnel to operate complex systems. Furthermore, the availability of alternative extraction methods may hinder market growth.
What opportunities exist in the Solid Phase Extraction Unit Market?
Opportunities in the Solid Phase Extraction Unit Market include the development of automated extraction systems and the integration of advanced technologies like artificial intelligence. These innovations can enhance efficiency and accuracy in various applications, including clinical diagnostics and forensic analysis.
What trends are shaping the Solid Phase Extraction Unit Market?
Current trends in the Solid Phase Extraction Unit Market include the increasing adoption of miniaturized extraction techniques and the focus on green chemistry practices. Additionally, there is a growing interest in the use of novel sorbent materials to improve extraction efficiency.
Solid Phase Extraction Unit Market
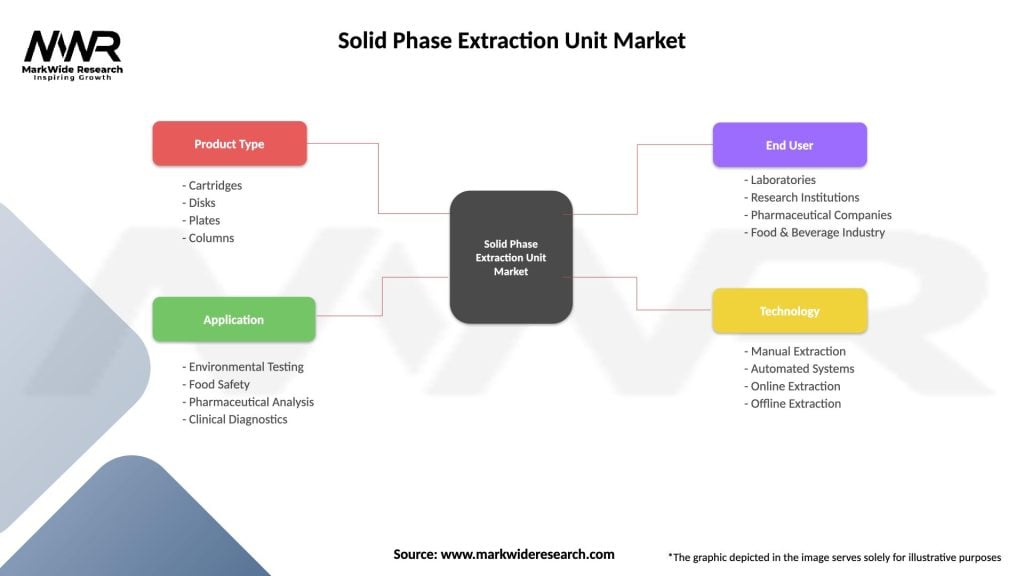
| Segmentation Details | Description |
|---|---|
| Product Type | Cartridges, Disks, Plates, Columns |
| Application | Environmental Testing, Food Safety, Pharmaceutical Analysis, Clinical Diagnostics |
| End User | Laboratories, Research Institutions, Pharmaceutical Companies, Food & Beverage Industry |
| Technology | Manual Extraction, Automated Systems, Online Extraction, Offline Extraction |
Please note: The segmentation can be entirely customized to align with our client’s needs.
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
North America
o US
o Canada
o Mexico
Europe
o Germany
o Italy
o France
o UK
o Spain
o Denmark
o Sweden
o Austria
o Belgium
o Finland
o Turkey
o Poland
o Russia
o Greece
o Switzerland
o Netherlands
o Norway
o Portugal
o Rest of Europe
Asia Pacific
o China
o Japan
o India
o South Korea
o Indonesia
o Malaysia
o Kazakhstan
o Taiwan
o Vietnam
o Thailand
o Philippines
o Singapore
o Australia
o New Zealand
o Rest of Asia Pacific
South America
o Brazil
o Argentina
o Colombia
o Chile
o Peru
o Rest of South America
The Middle East & Africa
o Saudi Arabia
o UAE
o Qatar
o South Africa
o Israel
o Kuwait
o Oman
o North Africa
o West Africa
o Rest of MEA

