The modular sterile isolator market is a vital segment within the pharmaceutical and biotechnology industries, providing critical containment solutions for aseptic processing, sterile compounding, and handling of hazardous materials. These isolators create a controlled environment that prevents contamination and protects both the product and operators during various manufacturing and research processes.
Meaning
Modular sterile isolators are enclosed systems designed to maintain a sterile environment by controlling parameters such as air quality, pressure differentials, temperature, and humidity. They consist of a sealed chamber with integrated glove ports, access doors, and sterilization systems, allowing operators to perform tasks inside the isolator without exposing the contents to external contaminants.
Executive Summary
The modular sterile isolator market has witnessed significant growth due to the increasing demand for sterile manufacturing environments, stringent regulatory requirements, and the expansion of the biopharmaceutical sector. These isolators offer advantages such as flexibility, scalability, and ease of installation, making them indispensable for pharmaceutical companies, contract manufacturers, and research laboratories worldwide.
Important Note: The companies listed in the image above are for reference only. The final study will cover 18–20 key players in this market, and the list can be adjusted based on our client’s requirements.
Key Market Insights
Rising Demand for Biopharmaceuticals: The growing production of biologics, vaccines, and cell therapies has driven the demand for modular sterile isolators to ensure the integrity and safety of sterile drug manufacturing processes.
Stringent Regulatory Standards: Regulatory agencies such as the FDA and EMA require strict adherence to cGMP guidelines and sterility assurance principles, driving the adoption of modular sterile isolators as a primary containment solution in pharmaceutical manufacturing facilities.
Increasing Focus on Operator Safety: Modular sterile isolators play a crucial role in protecting operators from exposure to hazardous substances, potent compounds, and biological agents, thereby enhancing workplace safety and minimizing the risk of occupational hazards.
Shift Towards Single-Use Technologies: The industry is witnessing a shift towards single-use technologies and disposable components integrated into modular sterile isolators, reducing cross-contamination risks, cleaning validation efforts, and operational complexities associated with traditional stainless-steel isolator systems.
Market Drivers
Growing biopharmaceutical Sector: The expanding biopharmaceutical market, driven by the development of novel therapeutics and biologics, fuels the demand for modular sterile isolators to ensure sterile manufacturing and aseptic processing of biopharmaceutical products.
Increasing Drug Development Activities: The rise in drug development activities, particularly in oncology, immunotherapy, and personalized medicine, necessitates advanced containment solutions like modular sterile isolators to handle potent compounds and high-potency active pharmaceutical ingredients (HPAPIs) safely.
Emphasis on Contamination Control: Pharmaceutical companies prioritize contamination control measures to comply with regulatory requirements and maintain product quality, driving investments in modular sterile isolators equipped with advanced air filtration, sterilization, and monitoring systems.
Global Pandemic Preparedness: The COVID-19 pandemic has underscored the importance of sterile manufacturing environments and biocontainment facilities for vaccine production, antiviral drug manufacturing, and infectious disease research, driving the demand for modular sterile isolators in pandemic response efforts.
Market Restraints
High Initial Investment: The upfront cost of acquiring and installing modular sterile isolators, along with associated infrastructure requirements such as HVAC systems and facility modifications, poses a significant financial barrier for small and medium-sized pharmaceutical companies and research institutions.
Complex Validation Processes: The validation and qualification of modular sterile isolators involve extensive testing protocols, documentation, and regulatory submissions, leading to delays in implementation timelines and increased compliance burden for manufacturers.
Limited Compatibility with Existing Infrastructure: Retrofitting modular sterile isolators into existing manufacturing facilities or laboratories may pose challenges due to space constraints, utility requirements, and compatibility issues with legacy equipment and workflows.
Supply Chain Disruptions: The global supply chain disruptions caused by the COVID-19 pandemic, coupled with trade tensions and geopolitical uncertainties, have led to delays in the delivery of modular sterile isolators, raw materials, and critical components, impacting project timelines and market growth.
Market Opportunities
Expansion in Emerging Markets: The rapid growth of the pharmaceutical and biotechnology sectors in emerging markets such as China, India, Brazil, and Southeast Asia presents lucrative opportunities for modular sterile isolator manufacturers to expand their presence and cater to the increasing demand for sterile manufacturing solutions.
Technological Advancements: Continued investments in research and development are expected to drive technological advancements in modular sterile isolators, leading to innovations in areas such as automation, connectivity, and smart monitoring systems for enhanced performance, efficiency, and user experience.
Customized Solutions for Diverse Applications: Modular sterile isolator manufacturers can capitalize on the trend towards customized solutions by offering tailored designs, configurations, and accessories to meet specific application requirements, such as cell therapy manufacturing, gene editing, and high-throughput screening.
Collaborations and Partnerships: Collaborations between modular sterile isolator manufacturers, pharmaceutical companies, contract manufacturers, and academic institutions can facilitate knowledge exchange, technology transfer, and collaborative research initiatives to address unmet needs and drive market growth.
Market Dynamics
The modular sterile isolator market operates in a dynamic environment shaped by technological innovation, regulatory developments, competitive pressures, and evolving customer demands. Manufacturers must adapt to changing market dynamics, anticipate future trends, and align their strategies to capitalize on emerging opportunities and mitigate potential risks.
Regional Analysis
The modular sterile isolator market exhibits regional variations influenced by factors such as healthcare infrastructure, regulatory landscape, economic development, and industry trends. While North America and Europe dominate the market due to established pharmaceutical sectors and stringent regulatory standards, Asia Pacific is poised for rapid growth driven by increasing investments in biopharmaceutical manufacturing and research activities.
Competitive Landscape
Leading Companies: Modular Sterile Isolator Market
Getinge AB
Skan AG
Steriline Srl
Azbil Telstar
Bioquell (Ecolab Inc.)
NuAire, Inc.
Fedegari Autoclavi S.p.A.
Tema Sinergie S.p.A.
Hosokawa Micron Ltd.
Comecer S.p.A.
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
Segmentation
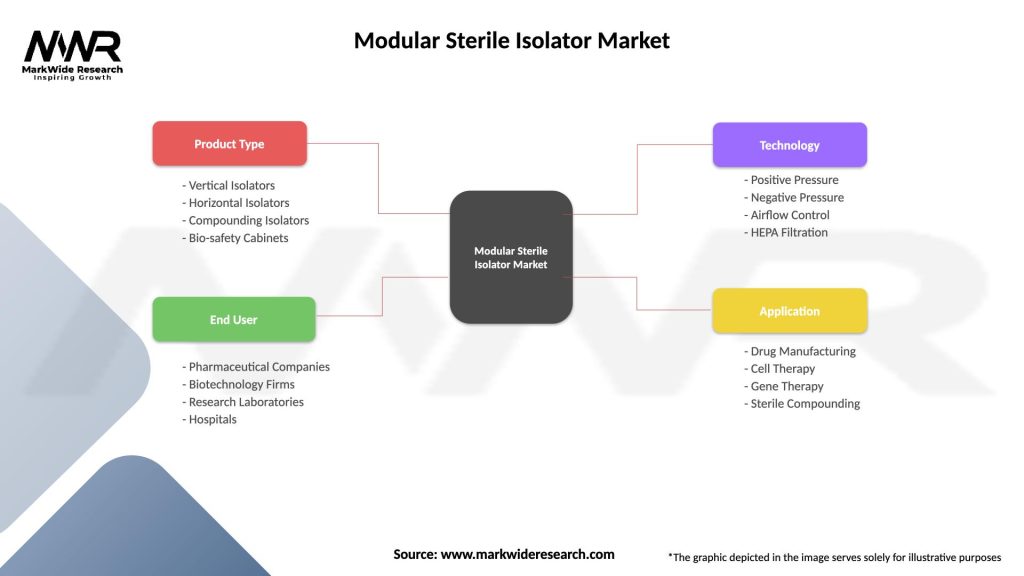
The modular sterile isolator market can be segmented based on:
Product Type: Closed RABS, open RABS, closed isolators, and restricted access barriers.
Application: Aseptic processing, sterile compounding, biological safety, and containment of hazardous materials.
End-User: Pharmaceutical companies, biotechnology firms, contract manufacturing organizations, and research laboratories.
Geography: North America, Europe, Asia Pacific, Latin America, and the Middle East & Africa.
Segmentation provides insights into market dynamics, customer preferences, and competitive landscapes, enabling companies to develop targeted marketing strategies, optimize product portfolios, and drive revenue growth in specific market segments.
Category-wise Insights
Closed RABS (Restricted Access Barrier Systems): Closed RABS offer advanced containment capabilities for aseptic processing and sterile compounding applications, providing a sterile environment while allowing operators to access the interior space through glove ports and transfer ports.
Open RABS (Restricted Access Barrier Systems): Open RABS feature a semi-open design with a physical barrier between the operator and the product, minimizing the risk of contamination during aseptic processing and sterile filling operations in pharmaceutical manufacturing facilities.
Closed Isolators: Closed isolators provide a fully enclosed environment with integrated sterilization systems, air filtration units, and environmental monitoring devices, ensuring sterility and containment of hazardous materials during pharmaceutical production, research, and development activities.
Restricted Access Barriers: Restricted access barriers offer partial containment solutions for pharmaceutical compounding, drug formulation, and material handling processes, allowing operators to interact with the product while maintaining a controlled environment to prevent contamination.
Key Benefits for Industry Participants and Stakeholders
Enhanced Product Quality: Modular sterile isolators help maintain product sterility and integrity throughout the manufacturing process, ensuring compliance with regulatory standards and quality requirements for pharmaceutical products.
Operator Safety: These isolators protect operators from exposure to hazardous substances, toxic chemicals, and biological agents, minimizing the risk of occupational hazards, contamination, and cross-contamination in pharmaceutical manufacturing facilities.
Regulatory Compliance: Compliance with cGMP guidelines, FDA regulations, and international standards for sterile manufacturing is facilitated by the use of modular sterile isolators, simplifying validation efforts and regulatory submissions for pharmaceutical companies.
Process Efficiency: Modular sterile isolators streamline aseptic processing, sterile compounding, and material handling operations, reducing production lead times, minimizing batch failures, and optimizing resource utilization in pharmaceutical manufacturing facilities.
Cost Savings: By preventing contamination, minimizing product loss, and reducing the need for cleanroom facilities, modular sterile isolators offer cost savings and operational efficiencies for pharmaceutical companies, contract manufacturers, and research laboratories.
SWOT Analysis
Strengths:
Effective contamination control
Enhanced operator safety
Regulatory compliance assurance
Process efficiency gains
Cost savings potential
Weaknesses:
High initial investment
Complex validation requirements
Limited compatibility with existing infrastructure
Supply chain vulnerabilities
Potential for operational disruptions
Opportunities:
Expansion in emerging markets
Technological advancements
Customized solutions for diverse applications
Collaborations and partnerships
Market consolidation and acquisitions
Threats:
Regulatory scrutiny and compliance challenges
Competitive pressures and pricing dynamics
Supply chain disruptions and raw material shortages
Technological obsolescence
Economic downturns and market uncertainties
Market Key Trends
Automation and Robotics: The integration of automation and robotics technology into modular sterile isolators enables hands-free operation, remote monitoring, and real-time data analytics, enhancing productivity, efficiency, and operational safety in pharmaceutical manufacturing environments.
Single-Use Systems: The adoption of single-use technologies and disposable components in modular sterile isolators reduces cleaning requirements, cross-contamination risks, and validation efforts, offering cost-effective and flexible solutions for sterile manufacturing and bioprocessing applications.
Advanced Filtration Systems: The incorporation of advanced air filtration, HEPA/ULPA filtration, and sterilization technologies in modular sterile isolators ensures high levels of air quality, particulate control, and microbial reduction, meeting stringent regulatory requirements for sterile manufacturing and aseptic processing.
Smart Monitoring and Control: Modular sterile isolators equipped with smart sensors, IoT connectivity, and data analytics capabilities enable remote monitoring, predictive maintenance, and real-time environmental control, optimizing operational performance and ensuring compliance with regulatory standards.
Covid-19 Impact
The COVID-19 pandemic has accelerated the adoption of modular sterile isolators in pharmaceutical manufacturing, vaccine production, and infectious disease research, driven by the need for sterile manufacturing environments, biocontainment facilities, and containment solutions for hazardous pathogens and biological agents.
Key Industry Developments
Product Innovations: Manufacturers are focusing on product innovations and technological advancements to enhance the performance, functionality, and usability of modular sterile isolators, incorporating features such as integrated decontamination systems, ergonomic designs, and user-friendly interfaces.
Strategic Partnerships: Collaborations and strategic partnerships between modular sterile isolator manufacturers, pharmaceutical companies, and research institutions facilitate technology transfer, knowledge exchange, and joint research initiatives to address unmet needs and drive market innovation.
Regulatory Compliance Initiatives: Manufacturers prioritize regulatory compliance initiatives, quality assurance practices, and continuous improvement efforts to ensure product safety, efficacy, and regulatory compliance, aligning with evolving regulatory requirements and international standards for sterile manufacturing.
Market Expansion Strategies: Market expansion strategies such as geographic diversification, market penetration, and distribution channel expansion enable modular sterile isolator manufacturers to capitalize on emerging market opportunities, address unmet medical needs, and establish strategic partnerships with local distributors and healthcare providers.
Analyst Suggestions
Investment in Innovation: Modular sterile isolator manufacturers should invest in research and development initiatives to drive product innovation, differentiation, and market leadership, focusing on emerging technologies, customer needs, and regulatory trends in the pharmaceutical and biotechnology sectors.
Regulatory Compliance Assurance: Compliance with regulatory requirements, quality standards, and validation protocols is critical for modular sterile isolator manufacturers to ensure product safety, efficacy, and market acceptance, necessitating robust quality management systems, regulatory affairs expertise, and proactive engagement with regulatory authorities.
Customer-Centric Approach: A customer-centric approach, emphasizing collaboration, customization, and value-added services, enables modular sterile isolator manufacturers to address customer needs, preferences, and pain points effectively, fostering long-term relationships, customer loyalty, and repeat business.
Strategic Partnerships and Alliances: Collaboration with pharmaceutical companies, contract manufacturers, and research organizations facilitates technology transfer, market access, and commercialization opportunities for modular sterile isolator manufacturers, enabling them to leverage complementary expertise, resources, and networks to drive market growth and competitive advantage.
Future Outlook
The future outlook for the modular sterile isolator market is optimistic, driven by factors such as the increasing demand for sterile manufacturing environments, stringent regulatory requirements, technological advancements, and the expanding pharmaceutical and biotechnology sectors. Continued investment in innovation, regulatory compliance, market expansion, and strategic partnerships will be essential for modular sterile isolator manufacturers to capitalize on emerging trends, address evolving customer needs, and sustain long-term growth and competitiveness in the dynamic pharmaceutical manufacturing and bioprocessing markets.
Conclusion
In conclusion, the modular sterile isolator market presents significant opportunities for growth and innovation within the pharmaceutical and biotechnology industries. With the increasing emphasis on sterile manufacturing, stringent regulatory standards, and advancements in biopharmaceutical production, modular sterile isolators have become indispensable for ensuring product quality, operator safety, and regulatory compliance.
Despite challenges such as high initial investment, complex validation processes, and supply chain disruptions, key industry players have the opportunity to leverage emerging trends such as automation, single-use technologies, and smart monitoring systems to drive market expansion and address evolving customer needs.
The COVID-19 pandemic has underscored the importance of modular sterile isolators in pharmaceutical manufacturing, vaccine production, and infectious disease research, driving market demand and adoption. Looking ahead, investment in innovation, regulatory compliance, customer-centricity, and strategic partnerships will be crucial for manufacturers to capitalize on market opportunities, overcome challenges, and sustain long-term growth and competitiveness in the dynamic pharmaceutical manufacturing landscape.
What is Modular Sterile Isolator?
A Modular Sterile Isolator is a controlled environment system designed to provide a sterile workspace for handling sensitive materials, particularly in pharmaceutical and biotechnology applications. These isolators are crucial for maintaining aseptic conditions during processes such as drug formulation and compounding.
What are the key players in the Modular Sterile Isolator Market?
Key players in the Modular Sterile Isolator Market include companies like Getinge AB, STERIS plc, and Merck KGaA, which are known for their innovative solutions in sterile processing and containment technologies. These companies focus on enhancing product safety and compliance in various applications, among others.
What are the growth factors driving the Modular Sterile Isolator Market?
The Modular Sterile Isolator Market is driven by increasing demand for sterile environments in pharmaceutical manufacturing, rising concerns over contamination, and the growth of biologics and biosimilars. Additionally, advancements in isolator technology are enhancing operational efficiency and safety.
What challenges does the Modular Sterile Isolator Market face?
Challenges in the Modular Sterile Isolator Market include high initial investment costs and the complexity of regulatory compliance. Furthermore, the need for skilled personnel to operate and maintain these systems can also pose a barrier to widespread adoption.
What opportunities exist in the Modular Sterile Isolator Market?
Opportunities in the Modular Sterile Isolator Market include the growing trend of personalized medicine and the increasing adoption of advanced manufacturing technologies. The expansion of biopharmaceutical companies also presents significant growth potential for isolator solutions.
What trends are shaping the Modular Sterile Isolator Market?
Trends in the Modular Sterile Isolator Market include the integration of automation and digital technologies to enhance monitoring and control. Additionally, there is a shift towards modular designs that allow for flexibility and scalability in sterile processing environments.
Leading Companies: Modular Sterile Isolator Market
Getinge AB
Skan AG
Steriline Srl
Azbil Telstar
Bioquell (Ecolab Inc.)
NuAire, Inc.
Fedegari Autoclavi S.p.A.
Tema Sinergie S.p.A.
Hosokawa Micron Ltd.
Comecer S.p.A.
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
Europe
o Germany
o Italy
o France
o UK
o Spain
o Denmark
o Sweden
o Austria
o Belgium
o Finland
o Turkey
o Poland
o Russia
o Greece
o Switzerland
o Netherlands
o Norway
o Portugal
o Rest of Europe
Asia Pacific
o China
o Japan
o India
o South Korea
o Indonesia
o Malaysia
o Kazakhstan
o Taiwan
o Vietnam
o Thailand
o Philippines
o Singapore
o Australia
o New Zealand
o Rest of Asia Pacific
South America
o Brazil
o Argentina
o Colombia
o Chile
o Peru
o Rest of South America
The Middle East & Africa
o Saudi Arabia
o UAE
o Qatar
o South Africa
o Israel
o Kuwait
o Oman
o North Africa
o West Africa
o Rest of MEA
What This Study Covers
✔ Which are the key companies currently operating in the market?
✔ Which company currently holds the largest share of the market?
✔ What are the major factors driving market growth?
✔ What challenges and restraints are limiting the market?
✔ What opportunities are available for existing players and new entrants?
✔ What are the latest trends and innovations shaping the market?
✔ What is the current market size and what are the projected growth rates?
✔ How is the market segmented, and what are the growth prospects of each segment?
✔ Which regions are leading the market, and which are expected to grow fastest?
✔ What is the forecast outlook of the market over the next few years?
✔ How is customer demand evolving within the market?
✔ What role do technological advancements and product innovations play in this industry?
✔ What strategic initiatives are key players adopting to stay competitive?
✔ How has the competitive landscape evolved in recent years?
✔ What are the critical success factors for companies to sustain in this market?
Why Choose MWR ?
Trusted by Global Leaders Fortune 500 companies, SMEs, and top institutions rely on MWR’s insights to make informed decisions and drive growth.
ISO & IAF Certified Our certifications reflect a commitment to accuracy, reliability, and high-quality market intelligence trusted worldwide.
Customized Insights Every report is tailored to your business, offering actionable recommendations to boost growth and competitiveness.
Multi-Language Support Final reports are delivered in English and major global languages including French, German, Spanish, Italian, Portuguese, Chinese, Japanese, Korean, Arabic, Russian, and more.
Unlimited User Access Corporate License offers unrestricted access for your entire organization at no extra cost.
Free Company Inclusion We add 3–4 extra companies of your choice for more relevant competitive analysis — free of charge.
Post-Sale Assistance Dedicated account managers provide unlimited support, handling queries and customization even after delivery.
This free sample study provides a complete overview of the report, including executive summary, market segments, competitive analysis, country level analysis and more.
"MarkWide Research has been a valuable partner for us in obtaining the market insights we need to
make informed business decisions. Their research reports are comprehensive, accurate, and
delivered in a timely manner. We appreciate their professionalism and attention to detail, and would
highly recommend their services to other companies."
"We have been working with MarkWide Research for several years now, and they have consistently
provided us with high-quality market research reports that have helped us stay ahead of the
competition. Their team is responsive, knowledgeable, and easy to work with. We look forward to
continuing our partnership with them in the years to come."
"MarkWide Research is an excellent market research provider that delivers valuable insights to help
us understand the market and industry trends. Their reports are always well researched,
comprehensive, and insightful. We have been very pleased with their services and would highly
recommend them to other organizations."
"We have been working with MarkWide Research for a number of years now, and we have found
their market research reports to be invaluable in helping us make strategic decisions for our
business. Their team is knowledgeable, responsive, and always delivers high-quality work. We highly
recommend their services to anyone looking for reliable market research."
"MarkWide Research is a trusted partner that provides us with the market insights we need to make
informed decisions. Their reports are thorough, accurate, and delivered on time. We appreciate
their professionalism and expertise, and would highly recommend their services to other companies
looking for reliable market research."
GET A FREE SAMPLE REPORT
This free sample study provides a complete overview of the report, including executive summary, market segments, competitive analysis, country level analysis and more.