444 Alaska Avenue
Suite #BAA205 Torrance, CA 90503 USA
+1 424 999 9627
24/7 Customer Support
sales@markwideresearch.com
Email us at

Market Overview
The Global Industrial Vision Systems market refers to the use of advanced technologies and systems to capture and analyze visual data in industrial settings. These systems utilize cameras, sensors, and image processing software to inspect, measure, and monitor various aspects of production processes. Industrial vision systems have gained significant importance across industries such as manufacturing, automotive, electronics, pharmaceuticals, and food and beverages, among others.
Meaning
Industrial vision systems play a crucial role in improving the efficiency, accuracy, and quality of manufacturing processes. They enable real-time monitoring and inspection of products and components, ensuring compliance with quality standards and minimizing defects. By automating visual inspections, these systems eliminate the need for manual intervention, reducing human errors and increasing productivity.
Executive Summary
The Global Industrial Vision Systems market has experienced substantial growth in recent years, driven by the increasing demand for quality control and inspection systems in industries. The market is characterized by the presence of numerous players offering a wide range of vision system solutions tailored to specific industry requirements. The advancements in artificial intelligence (AI) and machine learning (ML) technologies have further enhanced the capabilities of industrial vision systems, enabling them to perform complex tasks such as defect detection, object recognition, and pattern analysis.
Important Note: The companies listed in the image above are for reference only. The final study will cover 18–20 key players in this market, and the list can be adjusted based on our client’s requirements.
Key Market Insights
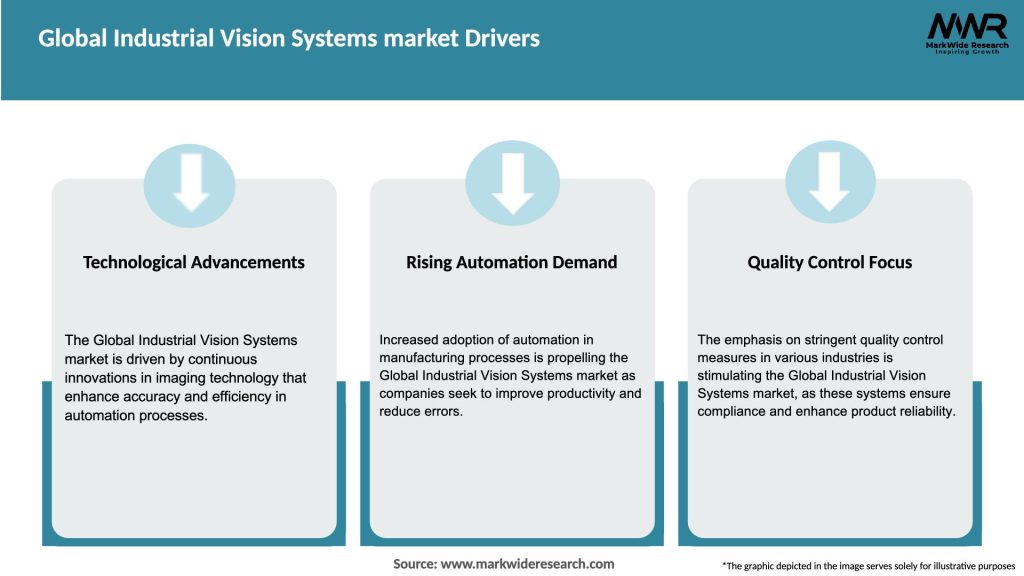
Market Drivers
Market Restraints
Market Opportunities
Market Dynamics
The Global Industrial Vision Systems market is characterized by intense competition among key players. The market players focus on product innovation, strategic partnerships, and mergers and acquisitions to gain a competitive edge. Additionally, collaborations with research institutions and universities are fostering advancements in industrial vision system technologies.
The market dynamics are also influenced by government initiatives promoting automation and digitalization in manufacturing. Several countries have launched initiatives to support the adoption of industrial vision systems, providing subsidies and incentives to encourage businesses to implement these technologies.
Furthermore, the shift towards remote monitoring and real-time analytics is expected to drive the demand for industrial vision systems. The ability to monitor and analyze visual data from a centralized location enables businesses to make data-driven decisions, optimize processes, and minimize downtime.
Regional Analysis
The Global Industrial Vision Systems market is segmented into several key regions, including North America, Europe, Asia Pacific, Latin America, and the Middle East and Africa. North America and Europe are the leading markets for industrial vision systems, primarily driven by the presence of established manufacturing sectors and the high adoption of advanced technologies.
Asia Pacific is expected to witness significant growth in the industrial vision systems market due to the rapid industrialization in countries like China, India, and South Korea. The increasing focus on automation and quality control in manufacturing processes is driving the demand for vision systems in this region.
Latin America and the Middle East and Africa are also emerging markets for industrial vision systems, driven by the growing manufacturing sectors and the need for quality assurance. These regions offer untapped opportunities for market players to expand their presence and cater to the evolving industry demands.
Competitive Landscape
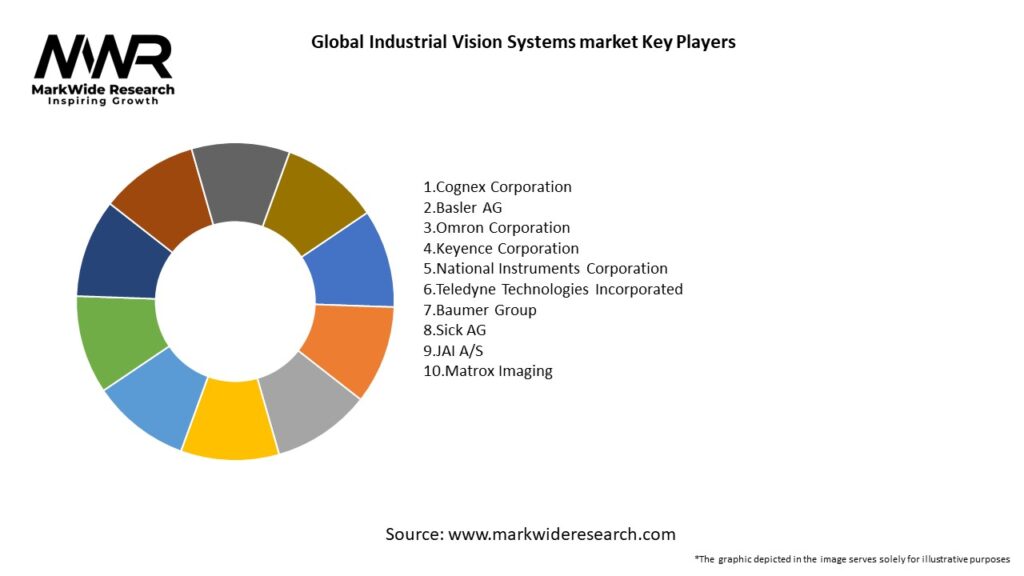
Leading Companies in the Global Industrial Vision Systems Market:
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
Segmentation
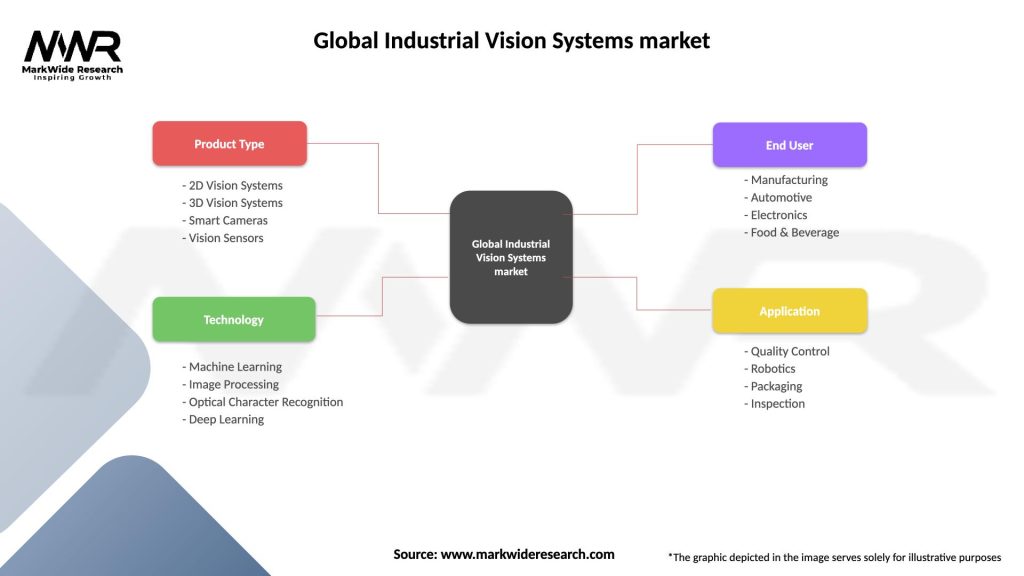
The Global Industrial Vision Systems market can be segmented based on component, application, end-user industry, and region.
Category-wise Insights
Key Benefits for Industry Participants and Stakeholders
SWOT Analysis
Market Key Trends
Covid-19 Impact
The Covid-19 pandemic has had a mixed impact on the Global Industrial Vision Systems market. While the initial phase of the pandemic led to disruptions in the supply chain and manufacturing activities, the need for quality control and automation in industries became more pronounced.
The pandemic highlighted the importance of ensuring product safety and minimizing human contact in manufacturing processes. Industrial vision systems, with their ability to automate inspections and reduce reliance on manual labor, gained significance during this period.
The pandemic also accelerated the adoption of remote monitoring and analytics solutions, where industrial vision systems played a vital role. The ability to remotely monitor production lines and analyze visual data became crucial for maintaining business continuity and ensuring compliance with safety regulations.
However, the economic uncertainties caused by the pandemic impacted the market, leading to a slowdown in investment and implementation of industrial vision systems in some industries. Budget constraints and reduced manufacturing activities in certain sectors affected the market growth to some extent.
Overall, the long-term impact of the pandemic is expected to be positive for the industrial vision systems market as businesses prioritize automation, quality control, and remote monitoring capabilities to mitigate future risks.
Key Industry Developments
Analyst Suggestions
Future Outlook
The future outlook for the Global Industrial Vision Systems market is highly positive. The increasing focus on automation, quality control, and digitalization in manufacturing processes will continue to drive the adoption of industrial vision systems. Advancements in AI, ML, and sensor technologies will further enhance the capabilities of these systems, enabling more accurate and efficient inspections. The market is expected to witness significant growth in emerging economies, where the manufacturing sectors are expanding rapidly. Additionally, the integration of industrial vision systems with robotics and automation technologies will open up new possibilities for enhanced productivity and efficiency.
Cloud-based solutions, edge computing, and real-time analysis will become more prevalent, enabling remote monitoring and centralized data management. The application of industrial vision systems in new industries, such as healthcare and agriculture, will offer untapped growth opportunities. However, challenges such as high initial investment, integration complexities, and skilled workforce requirements need to be addressed to ensure widespread adoption. Data security and privacy concerns also require robust measures to instill confidence in businesses implementing these systems.
Conclusion
The Global Industrial Vision Systems market is witnessing significant growth as industries across sectors recognize the importance of automation, quality control, and digitalization in their operations. Industrial vision systems have emerged as essential tools for enhancing productivity, ensuring compliance with quality standards, and improving overall operational efficiency.
While the market presents immense opportunities, there are challenges that need to be addressed. High initial investment costs, integration complexities, the shortage of skilled workforce, and data security concerns pose challenges for businesses implementing industrial vision systems. Overcoming these challenges requires strategic planning, collaborations, and investments in research and development.
In conclusion, industrial vision systems play a vital role in transforming industries by enabling automation, improving quality control, and enhancing operational efficiency. The market’s future holds immense potential, and businesses that embrace industrial vision systems will be well-positioned to drive innovation, achieve cost savings, and gain a competitive edge in their respective industries.
What is Industrial Vision Systems?
Industrial Vision Systems refer to technologies that enable machines to interpret visual information from the world, often used for quality control, automation, and inspection in manufacturing processes.
What are the key players in the Global Industrial Vision Systems market?
Key players in the Global Industrial Vision Systems market include Cognex Corporation, Keyence Corporation, and Omron Corporation, among others.
What are the main drivers of growth in the Global Industrial Vision Systems market?
The main drivers of growth in the Global Industrial Vision Systems market include the increasing demand for automation in manufacturing, the need for quality assurance, and advancements in artificial intelligence and machine learning technologies.
What challenges does the Global Industrial Vision Systems market face?
Challenges in the Global Industrial Vision Systems market include high initial setup costs, the complexity of integration with existing systems, and the need for skilled personnel to operate and maintain these systems.
What opportunities exist in the Global Industrial Vision Systems market?
Opportunities in the Global Industrial Vision Systems market include the expansion of smart manufacturing initiatives, the growing adoption of Industry Four Point Zero technologies, and the increasing use of vision systems in non-traditional sectors such as agriculture and healthcare.
What trends are shaping the Global Industrial Vision Systems market?
Trends shaping the Global Industrial Vision Systems market include the integration of deep learning algorithms for enhanced image processing, the rise of collaborative robots that utilize vision systems, and the development of compact and cost-effective vision solutions.
Global Industrial Vision Systems market
| Segmentation Details | Description |
|---|---|
| Product Type | 2D Vision Systems, 3D Vision Systems, Smart Cameras, Vision Sensors |
| Technology | Machine Learning, Image Processing, Optical Character Recognition, Deep Learning |
| End User | Manufacturing, Automotive, Electronics, Food & Beverage |
| Application | Quality Control, Robotics, Packaging, Inspection |
Please note: The segmentation can be entirely customized to align with our client’s needs.
Leading Companies in the Global Industrial Vision Systems Market:
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
North America
o US
o Canada
o Mexico
Europe
o Germany
o Italy
o France
o UK
o Spain
o Denmark
o Sweden
o Austria
o Belgium
o Finland
o Turkey
o Poland
o Russia
o Greece
o Switzerland
o Netherlands
o Norway
o Portugal
o Rest of Europe
Asia Pacific
o China
o Japan
o India
o South Korea
o Indonesia
o Malaysia
o Kazakhstan
o Taiwan
o Vietnam
o Thailand
o Philippines
o Singapore
o Australia
o New Zealand
o Rest of Asia Pacific
South America
o Brazil
o Argentina
o Colombia
o Chile
o Peru
o Rest of South America
The Middle East & Africa
o Saudi Arabia
o UAE
o Qatar
o South Africa
o Israel
o Kuwait
o Oman
o North Africa
o West Africa
o Rest of MEA

