444 Alaska Avenue
Suite #BAA205 Torrance, CA 90503 USA
+1 424 999 9627
24/7 Customer Support
sales@markwideresearch.com
Email us at
 Packaging Films Market")
Market Overview
The Asia-Pacific region has witnessed significant growth in the Ethylene-Vinyl Alcohol Copolymer (EVOH) packaging films market. EVOH packaging films are widely used in various industries due to their excellent barrier properties, transparency, and flexibility. These films are commonly used in food packaging, pharmaceuticals, cosmetics, and industrial applications.
Meaning
Ethylene-Vinyl Alcohol Copolymer (EVOH) packaging films are made by copolymerizing ethylene and vinyl alcohol. These films possess exceptional oxygen and moisture barrier properties, making them suitable for preserving the freshness and quality of perishable goods. EVOH films are highly transparent and provide excellent aroma and flavor retention, making them ideal for food packaging.
Executive Summary
The Asia-Pacific EVOH packaging films market has experienced robust growth in recent years. The increasing demand for packaged food and beverages, coupled with the growing awareness of food safety and hygiene, has driven the market growth. EVOH films offer extended shelf life, improved product presentation, and enhanced protection against external factors, contributing to their rising adoption.
Important Note: The companies listed in the image above are for reference only. The final study will cover 18–20 key players in this market, and the list can be adjusted based on our client’s requirements.
Key Market Insights
Market Drivers
Market Restraints
Market Opportunities
Market Dynamics
The Asia-Pacific EVOH packaging films market is driven by various factors such as the increasing demand for packaged food, stringent food safety regulations, and the shift towards sustainable packaging solutions. However, the market faces challenges in terms of high production costs, limited heat resistance, and competition from alternative packaging materials. Despite these challenges, there are significant growth opportunities in the pharmaceutical and healthcare industries, technological advancements, and the growing e-commerce sector.
Regional Analysis
The Asia-Pacific region dominates the EVOH packaging films market, accounting for a significant share. This growth can be attributed to the rapid urbanization, rising disposable incomes, and changing consumer lifestyles in countries like China, India, Japan, and South Korea. These countries have a large consumer base and a thriving food and beverage industry, driving the demand for EVOH films. Additionally, government initiatives promoting sustainable packaging solutions further contribute to market growth in the region.
Competitive Landscape
Leading Companies in the Asia-Pacific Ethylene-Vinyl Alcohol Copolymer (EVOH) Packaging Films Market:
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
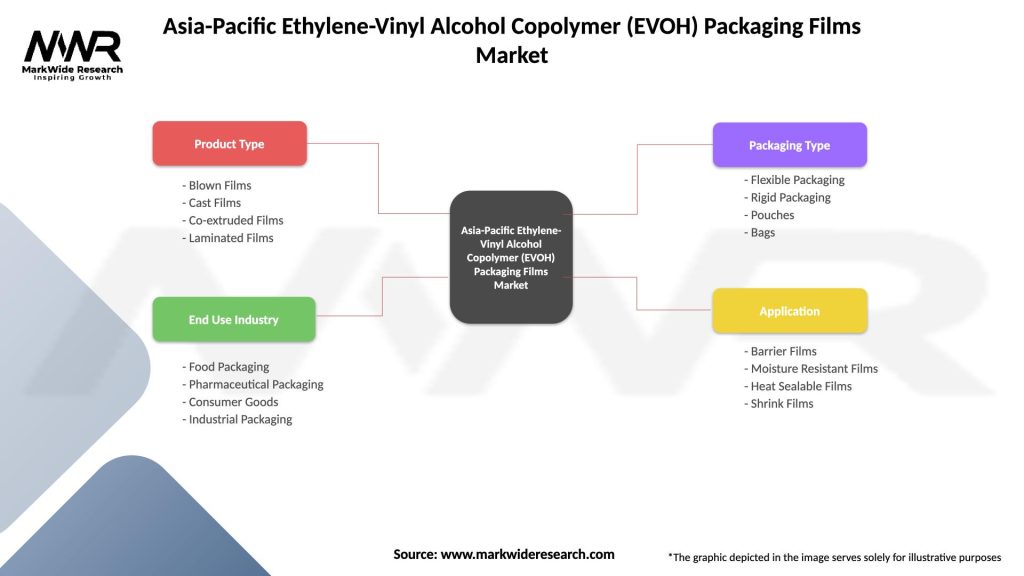
Segmentation
The Asia-Pacific EVOH packaging films market can be segmented based on application and end-use industry.
Based on Application:
Based on End-use Industry:
Category-wise Insights
Key Benefits for Industry Participants and Stakeholders
SWOT Analysis
Strengths:
Weaknesses:
Opportunities:
Threats:
Market Key Trends
Covid-19 Impact
The Covid-19 pandemic has had a mixed impact on the Asia-Pacific EVOH packaging films market. While the initial phase of the pandemic led to disruptions in the supply chain and manufacturing activities, the market witnessed a rebound in demand as lockdown restrictions eased. The pandemic highlighted the importance of hygienic and safe packaging, leading to an increased preference for packaged food and beverages. EVOH films, with their barrier properties, played a crucial role in ensuring the safety and freshness of packaged products during the pandemic.
Key Industry Developments
Analyst Suggestions
Future Outlook
The Asia-Pacific EVOH packaging films market is expected to continue its growth trajectory in the coming years. The increasing demand for packaged food and beverages, along with the emphasis on sustainable packaging, will be the key driving factors. Technological advancements, such as multilayer structures and active packaging, will further expand the application scope of EVOH films. However, manufacturers need to address the challenges related to production costs and heat resistance to fully capitalize on the market opportunities.
Conclusion
The Asia-Pacific EVOH packaging films market is witnessing significant growth, driven by factors such as the rising demand for packaged food, stringent food safety regulations, and the shift towards sustainable packaging solutions. EVOH films offer excellent barrier properties, extended shelf life, and compliance with regulations, making them a preferred choice for various industries. While challenges such as high production costs and limited heat resistance exist, opportunities lie in the growing pharmaceutical and healthcare industries, technological advancements, and the expanding e-commerce sector. With strategic initiatives, collaboration, and continuous innovation, market players can capitalize on these opportunities and shape the future of the Asia-Pacific EVOH packaging films market.
What is Ethylene-Vinyl Alcohol Copolymer (EVOH)?
Ethylene-Vinyl Alcohol Copolymer (EVOH) is a type of thermoplastic polymer known for its excellent barrier properties against gases and moisture. It is widely used in packaging applications to enhance the shelf life of food products and pharmaceuticals.
What are the key players in the Asia-Pacific Ethylene-Vinyl Alcohol Copolymer (EVOH) Packaging Films Market?
Key players in the Asia-Pacific Ethylene-Vinyl Alcohol Copolymer (EVOH) Packaging Films Market include Kuraray Co., Ltd., Dow Chemical Company, and Mitsubishi Gas Chemical Company, among others.
What are the growth factors driving the Asia-Pacific Ethylene-Vinyl Alcohol Copolymer (EVOH) Packaging Films Market?
The growth of the Asia-Pacific Ethylene-Vinyl Alcohol Copolymer (EVOH) Packaging Films Market is driven by increasing demand for sustainable packaging solutions, the rise in food and beverage consumption, and the need for enhanced product preservation.
What challenges does the Asia-Pacific Ethylene-Vinyl Alcohol Copolymer (EVOH) Packaging Films Market face?
Challenges in the Asia-Pacific Ethylene-Vinyl Alcohol Copolymer (EVOH) Packaging Films Market include high production costs, competition from alternative materials, and regulatory hurdles related to environmental impact.
What opportunities exist in the Asia-Pacific Ethylene-Vinyl Alcohol Copolymer (EVOH) Packaging Films Market?
Opportunities in the Asia-Pacific Ethylene-Vinyl Alcohol Copolymer (EVOH) Packaging Films Market include the growing trend towards eco-friendly packaging, advancements in polymer technology, and increasing applications in the pharmaceutical sector.
What trends are shaping the Asia-Pacific Ethylene-Vinyl Alcohol Copolymer (EVOH) Packaging Films Market?
Trends in the Asia-Pacific Ethylene-Vinyl Alcohol Copolymer (EVOH) Packaging Films Market include the development of biodegradable EVOH films, innovations in multilayer packaging structures, and a shift towards circular economy practices.
Asia-Pacific Ethylene-Vinyl Alcohol Copolymer (EVOH) Packaging Films Market
| Segmentation Details | Description |
|---|---|
| Product Type | Blown Films, Cast Films, Co-extruded Films, Laminated Films |
| End Use Industry | Food Packaging, Pharmaceutical Packaging, Consumer Goods, Industrial Packaging |
| Packaging Type | Flexible Packaging, Rigid Packaging, Pouches, Bags |
| Application | Barrier Films, Moisture Resistant Films, Heat Sealable Films, Shrink Films |
Please note: The segmentation can be entirely customized to align with our client’s needs.
Leading Companies in the Asia-Pacific Ethylene-Vinyl Alcohol Copolymer (EVOH) Packaging Films Market:
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.

