444 Alaska Avenue
Suite #BAA205 Torrance, CA 90503 USA
+1 424 999 9627
24/7 Customer Support
sales@markwideresearch.com
Email us at

Market Overview
The aseptic processing glove box isolators market is witnessing substantial growth, driven by the increasing demand for sterile manufacturing environments in pharmaceutical, biotechnology, and healthcare industries. Aseptic processing glove box isolators provide enclosed, controlled environments for handling, processing, and packaging of sterile products, protecting both the product and the operator from contamination. The market is propelled by factors such as growing emphasis on product quality, regulatory compliance, and technological advancements in aseptic processing systems.
Meaning
Aseptic processing glove box isolators are enclosed, controlled environments designed to maintain sterility during the manufacturing, handling, and packaging of sterile products. These isolators feature a sealed chamber with integrated glove ports, allowing operators to manipulate materials and equipment inside the isolator while maintaining a sterile barrier. Aseptic processing glove box isolators utilize high-efficiency particulate air (HEPA) filtration, sterilization technologies, and pressure differentials to create and maintain aseptic conditions, preventing microbial contamination and ensuring product integrity.
Executive Summary
The aseptic processing glove box isolators market is characterized by innovation, customization, and regulatory compliance efforts aimed at meeting the stringent requirements of sterile manufacturing processes. While traditional cleanroom facilities remain prevalent in pharmaceutical production, aseptic processing glove box isolators offer a cost-effective, flexible alternative for small-scale production, research laboratories, and specialized applications requiring sterile processing capabilities.
Important Note: The companies listed in the image above are for reference only. The final study will cover 18–20 key players in this market, and the list can be adjusted based on our client’s requirements.
Key Market Insights
Market Drivers
Market Restraints
Market Opportunities
Market Dynamics
The aseptic processing glove box isolators market is influenced by various factors, including regulatory frameworks, technological advancements, market competition, and end-user preferences. Key dynamics shaping the market include:
Regional Analysis
The global aseptic processing glove box isolators market is segmented into regions, including North America, Europe, Asia-Pacific, Latin America, and the Middle East & Africa. North America and Europe are major markets for aseptic processing glove box isolators, attributed to factors such as advanced pharmaceutical manufacturing infrastructure, stringent regulatory standards, and high demand for sterile products in healthcare markets.
Competitive Landscape
Leading Companies in the Aseptic Processing Glove Box Isolators Market:
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
Segmentation
The aseptic processing glove box isolators market can be segmented based on product type, application, end-user, and geography. By product type, the market includes single-chamber isolators, multi-chamber isolators, and specialty isolators. By application, the market comprises pharmaceutical manufacturing, biotechnology research, clinical compounding, and sterile packaging. By end-user, the market encompasses pharmaceutical companies, contract manufacturing organizations (CMOs), research laboratories, and compounding pharmacies.
Category-wise Insights
Key Benefits for Industry Participants and Stakeholders
SWOT Analysis
Market Key Trends
Covid-19 Impact
The Covid-19 pandemic has underscored the importance of sterile manufacturing environments, infection control measures, and biosafety practices in pharmaceutical production, vaccine manufacturing, and healthcare compounding operations. Aseptic processing glove box isolators have played a critical role in supporting pandemic response efforts, ensuring continuity of essential manufacturing activities, and safeguarding healthcare workers against infectious risks in high-containment settings.
Key Industry Developments
Analyst Suggestions
Future Outlook
The future outlook for the aseptic processing glove box isolators market is optimistic, driven by increasing demand for sterile manufacturing solutions, advancements in aseptic processing technologies, and regulatory support for quality assurance and patient safety. As the global pharmaceutical and biotechnology industries continue to expand, opportunities for market growth, innovation, and collaboration in the aseptic processing glove box isolators market are expected to remain strong.
Conclusion
In conclusion, the aseptic processing glove box isolators market plays a critical role in ensuring sterile manufacturing environments, protecting product integrity, and enhancing regulatory compliance in pharmaceutical, biotechnology, and healthcare industries. Despite challenges such as complexity of operation, cost considerations, and regulatory constraints, aseptic processing glove box isolators offer scalable, cost-effective solutions for sterile processing requirements, supporting product quality, patient safety, and industry advancement.
What is Aseptic Processing Glove Box Isolators?
Aseptic Processing Glove Box Isolators are specialized equipment designed to provide a sterile environment for handling sensitive materials, particularly in pharmaceutical and biotechnology applications. They ensure that the processes remain uncontaminated by external factors.
What are the key players in the Aseptic Processing Glove Box Isolators Market?
Key players in the Aseptic Processing Glove Box Isolators Market include companies like Getinge AB, Merck KGaA, and Thermo Fisher Scientific. These companies are known for their innovative solutions and contributions to aseptic processing technologies, among others.
What are the growth factors driving the Aseptic Processing Glove Box Isolators Market?
The growth of the Aseptic Processing Glove Box Isolators Market is driven by the increasing demand for sterile environments in pharmaceutical manufacturing, the rise in biopharmaceutical production, and the growing focus on safety and contamination prevention in laboratories.
What challenges does the Aseptic Processing Glove Box Isolators Market face?
Challenges in the Aseptic Processing Glove Box Isolators Market include high initial investment costs, the need for regular maintenance and validation, and the complexity of integrating these systems into existing production lines.
What opportunities exist in the Aseptic Processing Glove Box Isolators Market?
Opportunities in the Aseptic Processing Glove Box Isolators Market include advancements in automation and digital technologies, increasing investments in research and development, and the expansion of the biopharmaceutical sector, which requires enhanced aseptic processing solutions.
What trends are shaping the Aseptic Processing Glove Box Isolators Market?
Trends in the Aseptic Processing Glove Box Isolators Market include the adoption of smart technologies for monitoring and control, the development of more compact and efficient designs, and a growing emphasis on sustainability and energy efficiency in manufacturing processes.
Aseptic Processing Glove Box Isolators Market
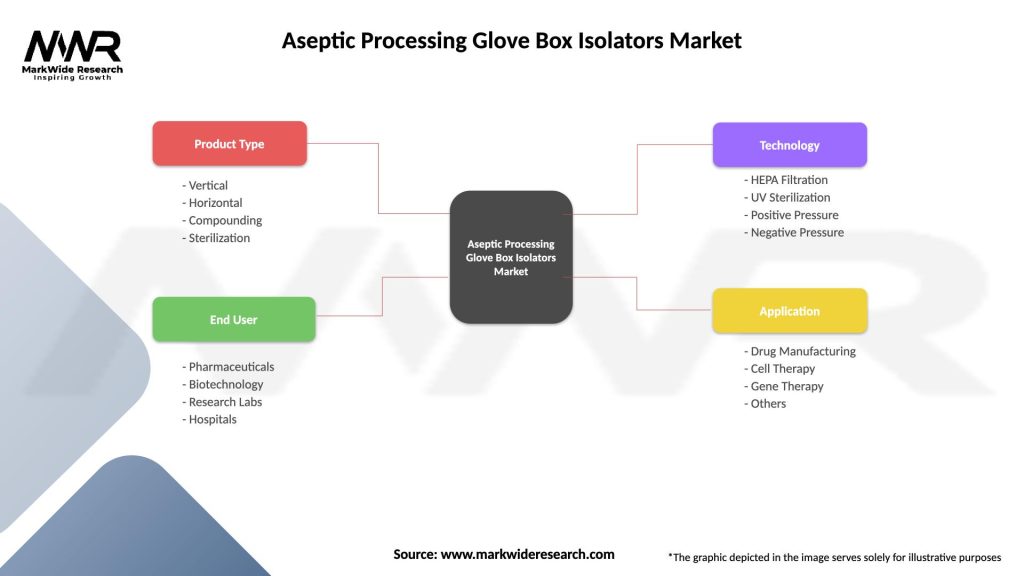
| Segmentation Details | Description |
|---|---|
| Product Type | Vertical, Horizontal, Compounding, Sterilization |
| End User | Pharmaceuticals, Biotechnology, Research Labs, Hospitals |
| Technology | HEPA Filtration, UV Sterilization, Positive Pressure, Negative Pressure |
| Application | Drug Manufacturing, Cell Therapy, Gene Therapy, Others |
Please note: The segmentation can be entirely customized to align with our client’s needs.
Leading Companies in the Aseptic Processing Glove Box Isolators Market:
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
North America
o US
o Canada
o Mexico
Europe
o Germany
o Italy
o France
o UK
o Spain
o Denmark
o Sweden
o Austria
o Belgium
o Finland
o Turkey
o Poland
o Russia
o Greece
o Switzerland
o Netherlands
o Norway
o Portugal
o Rest of Europe
Asia Pacific
o China
o Japan
o India
o South Korea
o Indonesia
o Malaysia
o Kazakhstan
o Taiwan
o Vietnam
o Thailand
o Philippines
o Singapore
o Australia
o New Zealand
o Rest of Asia Pacific
South America
o Brazil
o Argentina
o Colombia
o Chile
o Peru
o Rest of South America
The Middle East & Africa
o Saudi Arabia
o UAE
o Qatar
o South Africa
o Israel
o Kuwait
o Oman
o North Africa
o West Africa
o Rest of MEA

