Alu Alu Cold Blister Films have gained significant traction in the packaging industry due to their excellent barrier properties, high durability, and attractive appearance. These films are extensively used for blister packaging of pharmaceutical products, ensuring the protection and preservation of sensitive medications. Alu Alu Cold Blister Films are manufactured using a combination of aluminum foil and transparent PVC films, providing an effective solution for pharmaceutical companies seeking secure and visually appealing packaging options.
Meaning
Alu Alu Cold Blister Films are specialized packaging materials that combine the benefits of aluminum foil and PVC films. These films are widely used in the pharmaceutical industry for blister packaging, where they offer excellent protection against moisture, light, and other external factors that can degrade the quality and efficacy of medicines. Alu Alu Cold Blister Films provide a secure barrier that prevents contamination and tampering, ensuring the integrity of pharmaceutical products throughout their shelf life.
Executive Summary
The market for Alu Alu Cold Blister Films is witnessing steady growth due to the rising demand for effective and safe packaging solutions in the pharmaceutical industry. The increasing awareness among pharmaceutical companies regarding the need for reliable packaging materials to ensure product quality and patient safety is driving the market’s growth. Additionally, stringent government regulations pertaining to packaging standards and the need for extended shelf life of drugs are further propelling the demand for Alu Alu Cold Blister Films.
Important Note: The companies listed in the image above are for reference only. The final study will cover 18–20 key players in this market, and the list can be adjusted based on our client’s requirements.
Key Market Insights
Growing demand for pharmaceutical products: The pharmaceutical industry is experiencing substantial growth globally, driven by factors such as increasing population, rising healthcare expenditure, and the prevalence of chronic diseases. This surge in demand for medicines is directly boosting the market for Alu Alu Cold Blister Films.
Focus on product safety and quality: Pharmaceutical companies are increasingly prioritizing product safety and quality to maintain their reputation and comply with regulatory standards. Alu Alu Cold Blister Films offer an ideal solution for secure packaging, protecting pharmaceutical products from moisture, oxygen, light, and other potential contaminants.
Technological advancements in packaging materials: Manufacturers of Alu Alu Cold Blister Films are continuously investing in research and development to improve the barrier properties and performance of these films. This focus on innovation is driving the adoption of advanced Alu Alu Cold Blister Films in the pharmaceutical industry.
Market Drivers
The Alu Alu Cold Blister Films market is primarily driven by the following factors:
Increasing pharmaceutical industry growth: The pharmaceutical industry is witnessing substantial growth due to factors such as an aging population, the prevalence of chronic diseases, and the introduction of new medications. This growth is directly translating into higher demand for secure and reliable packaging solutions, including Alu Alu Cold Blister Films.
Stringent regulations for pharmaceutical packaging: Regulatory authorities across the globe have implemented stringent guidelines and regulations to ensure the safety and quality of pharmaceutical products. Alu Alu Cold Blister Films comply with these regulations by providing an effective barrier against moisture, oxygen, and light, thereby preserving the integrity of medicines.
Rising consumer awareness and demand for tamper-evident packaging: With increasing concerns about counterfeit drugs and tampering incidents, consumers are becoming more conscious about the safety and authenticity of pharmaceutical products. Alu Alu Cold Blister Films offer tamper-evident packaging, assuring consumers of the product’s authenticity and protecting against tampering.
Technological advancements in film manufacturing: Continuous technological advancements in film manufacturing processes have led to the development of improved Alu Alu Cold Blister Films with enhanced barrier properties and durability. These advancements are driving the adoption of Alu Alu Cold Blister Films in the pharmaceutical industry.
Market Restraints
Despite the positive growth prospects, the Alu Alu Cold Blister Films market faces some challenges:
High initial investment and production costs: The manufacturing process of Alu Alu Cold Blister Films involves complex machinery and specialized equipment, leading to high initial investment costs for manufacturers. Additionally, the cost of raw materials, such as aluminum foil and PVC films, can be significant, impacting the overall production costs.
Environmental concerns: The disposal of Alu Alu Cold Blister Films can pose environmental challenges due to the presence of aluminum foil and PVC materials. These materials are not easily biodegradable and can contribute to waste accumulation. Manufacturers are increasingly focusing on sustainable packaging alternatives to address these environmental concerns.
Limited customization options: Alu Alu Cold Blister Films often have limited options for customization in terms of size, shape, and design. Pharmaceutical companies seeking unique packaging solutions may face limitations when using standard Alu Alu Cold Blister Films.
Market Opportunities
The Alu Alu Cold Blister Films market offers several opportunities for growth and innovation:
Growing demand for child-resistant packaging: With increasing concerns about accidental ingestion of medicines by children, there is a rising demand for child-resistant packaging in the pharmaceutical industry. Alu Alu Cold Blister Films can be designed to incorporate child-resistant features, presenting an opportunity for manufacturers to cater to this segment.
Expansion in emerging markets: Emerging economies are witnessing rapid growth in the pharmaceutical industry, driven by factors such as improving healthcare infrastructure, increasing disposable income, and a growing middle class. This presents an opportunity for Alu Alu Cold Blister Films manufacturers to expand their presence in these markets.
Development of sustainable packaging solutions: The rising focus on environmental sustainability and the demand for eco-friendly packaging materials provide an opportunity for manufacturers to develop Alu Alu Cold Blister Films that are more environmentally friendly and recyclable.
Adoption of smart packaging technologies: The integration of smart packaging technologies, such as RFID tags and temperature sensors, is gaining momentum in the pharmaceutical industry. Alu Alu Cold Blister Films can be leveraged to incorporate these technologies, offering benefits such as real-time tracking and temperature monitoring of pharmaceutical products.
Market Dynamics
The Alu Alu Cold Blister Films market is characterized by intense competition and evolving consumer demands. The market dynamics are influenced by the following factors:
Increasing emphasis on product differentiation: To gain a competitive edge in the market, manufacturers are focusing on product differentiation by offering customized Alu Alu Cold Blister Films with unique features and designs. This helps pharmaceutical companies create a distinct brand identity and enhances product visibility.
Shift towards sustainable packaging: With growing environmental concerns, there is a significant shift towards sustainable packaging solutions in the pharmaceutical industry. Manufacturers are investing in research and development to develop eco-friendly Alu Alu Cold Blister Films that minimize environmental impact while ensuring product safety and quality.
Collaboration between manufacturers and pharmaceutical companies: To cater to the specific packaging requirements of pharmaceutical companies, Alu Alu Cold Blister Films manufacturers are increasingly collaborating with industry players. Such collaborations enable manufacturers to gain insights into the evolving needs of pharmaceutical companies and develop tailored packaging solutions.
Technological advancements in barrier materials: Ongoing research and development activities focus on enhancing the barrier properties of Alu Alu Cold Blister Films by incorporating advanced materials and coatings. These advancements aim to improve the shelf life of pharmaceutical products and maintain their efficacy.
Regional Analysis
The Alu Alu Cold Blister Films market exhibits significant regional variations in terms of demand, production, and consumption patterns. The key regional markets for Alu Alu Cold Blister Films include:
North America: The North American market for Alu Alu Cold Blister Films is driven by the strong presence of pharmaceutical companies, stringent packaging regulations, and the increasing demand for secure packaging solutions. The region is witnessing substantial growth due to the rising prevalence of chronic diseases and the need for advanced pharmaceutical packaging options.
Europe: Europe represents a prominent market for Alu Alu Cold Blister Films, driven by the presence of a well-established pharmaceutical industry and strict packaging standards. The region focuses on sustainability and is witnessing increasing demand for eco-friendly packaging materials, providing opportunities for manufacturers to introduce innovative Alu Alu Cold Blister Films.
Asia Pacific: The Asia Pacific region is experiencing rapid growth in the pharmaceutical industry, primarily driven by factors such as a large population, increasing healthcare expenditure, and the expansion of the middle-class population. The demand for Alu Alu Cold Blister Films in this region is fueled by the need for reliable packaging solutions to ensure the safety and efficacy of medicines.
Latin America: The pharmaceutical market in Latin America is expanding, driven by factors such as improving healthcare infrastructure, increasing access to medicines, and a growing elderly population. Alu Alu Cold Blister Films manufacturers are capitalizing on this growth by providing packaging solutions that comply with regional regulations and cater to the unique needs of the Latin American market.
Competitive Landscape
Leading Companies in the Alu Alu Cold Blister Films Market:
Amcor plc
Constantia Flexibles Group GmbH
Huhtamaki Oyj
Bilcare Limited
Uflex Ltd.
Tekni-Plex, Inc.
Essentra plc
Berry Global, Inc.
Clondalkin Group
Bemis Company, Inc
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
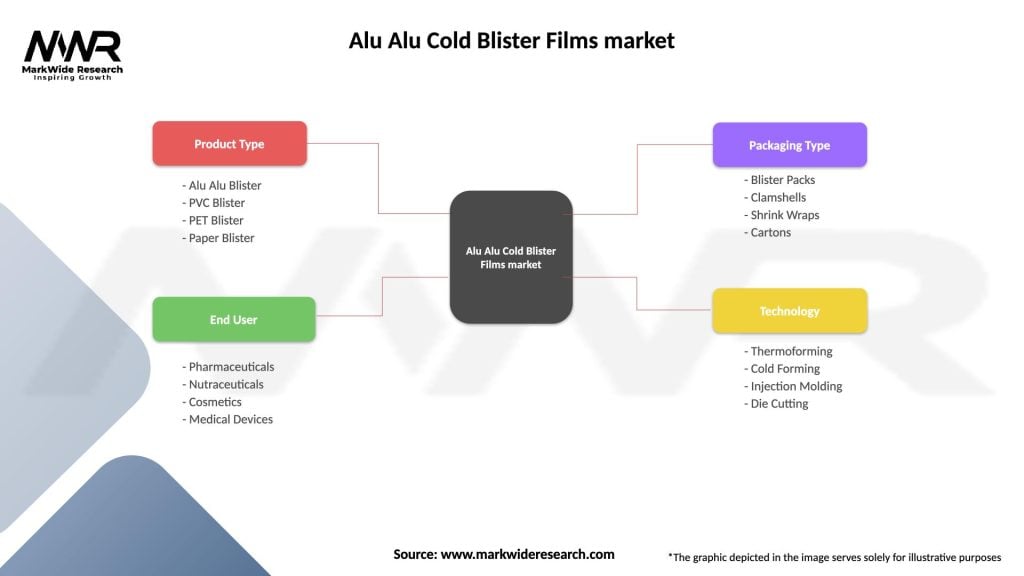
Segmentation
The Alu Alu Cold Blister Films market can be segmented based on the following criteria:
Segmenting the market based on these criteria allows manufacturers and industry participants to understand the specific requirements of different customer segments and tailor their offerings accordingly.
Category-wise Insights
Pharmaceuticals:
The pharmaceutical industry is the largest consumer of Alu Alu Cold Blister Films, accounting for the majority of the market share. The demand is driven by the need for secure and tamper-evident packaging of medicines, ensuring product integrity and patient safety.
Alu Alu Cold Blister Films provide excellent barrier properties, protecting pharmaceutical products from moisture, oxygen, light, and other external factors that can degrade their quality.
The rising prevalence of chronic diseases, increasing healthcare expenditure, and the introduction of new medications are driving the growth of this category.
Nutraceuticals:
The nutraceutical industry is witnessing significant growth, driven by factors such as increasing health-consciousness among consumers and the rising demand for dietary supplements and functional foods.
Alu Alu Cold Blister Films are increasingly used for packaging nutraceutical products, providing protection against moisture, light, and oxidation to maintain product efficacy.
Manufacturers are developing specialized Alu Alu Cold Blister Films that cater to the unique requirements of the nutraceutical industry, such as custom shapes and sizes.
Others:
Alu Alu Cold Blister Films find applications beyond the pharmaceutical and nutraceutical industries. They are used for packaging various other products, including personal care items, electronics, and consumer goods.
The versatility of Alu Alu Cold Blister Films, coupled with their excellent barrier properties and visual appeal, makes them suitable for a wide range of packaging applications.
Key Benefits for Industry Participants and Stakeholders
The Alu Alu Cold Blister Films market offers several benefits for industry participants and stakeholders:
Pharmaceutical Companies:
Enhanced product safety and integrity: Alu Alu Cold Blister Films provide a secure barrier that protects pharmaceutical products from moisture, oxygen, and other potential contaminants, ensuring their quality and efficacy.
Compliance with regulatory standards: These films comply with stringent packaging regulations, ensuring that pharmaceutical companies meet the required standards for product safety and quality.
Tamper-evident packaging: Alu Alu Cold Blister Films offer tamper-evident features, assuring pharmaceutical companies and consumers of the product’s authenticity and protecting against tampering.
Packaging Manufacturers:
Growing market demand: The increasing demand for Alu Alu Cold Blister Films in the pharmaceutical industry presents a lucrative market opportunity for packaging manufacturers.
Technological advancements: Manufacturers can invest in research and development activities to enhance the barrier properties, durability, and customization options of Alu Alu Cold Blister Films, providing a competitive edge in the market.
Collaborations with pharmaceutical companies: Building strong partnerships with pharmaceutical companies allows packaging manufacturers to gain insights into their specific packaging requirements and develop tailored solutions.
Consumers:
Product protection and safety: Alu Alu Cold Blister Films ensure that pharmaceutical products remain protected from external factors throughout their shelf life, preserving their quality and effectiveness.
Tamper-evident packaging: Consumers can have confidence in the authenticity of pharmaceutical products, as the tamper-evident features of Alu Alu Cold Blister Films indicate whether the package has been tampered with or not.
Convenient and user-friendly packaging: These films are designed to provide ease of use for consumers, with features such as easy-to-open blisters and clear product visibility.
Regulatory Authorities:
Compliance with packaging standards: Alu Alu Cold Blister Films meet the stringent requirements set by regulatory authorities, ensuring that pharmaceutical products are packaged in a manner that maintains their safety and quality.
SWOT Analysis
A SWOT (Strengths, Weaknesses, Opportunities, and Threats) analysis of the Alu Alu Cold Blister Films market provides insights into the internal and external factors influencing the market’s growth and development:
Strengths:
Excellent barrier properties: Alu Alu Cold Blister Films offer superior barrier properties, protecting pharmaceutical products from moisture, oxygen, and light, ensuring their quality and efficacy.
Tamper-evident packaging: These films provide tamper-evident features, assuring consumers of the product’s authenticity and protecting against tampering.
Increasing demand in the pharmaceutical industry: The pharmaceutical industry’s growth and the need for secure packaging solutions drive the demand for Alu Alu Cold Blister Films.
Weaknesses:
Environmental concerns: The disposal of Alu Alu Cold Blister Films can pose environmental challenges due to the presence of aluminum foil and PVC materials, which are not easily biodegradable.
Limited customization options: Standard Alu Alu Cold Blister Films often have limited options for customization in terms of size, shape, and design.
Opportunities:
Growing demand for child-resistant packaging: There is a rising demand for child-resistant packaging in the pharmaceutical industry, presenting an opportunity for manufacturers to incorporate such features in Alu Alu Cold Blister Films.
Expansion in emerging markets: Emerging economies offer significant growth potential for Alu Alu Cold Blister Films manufacturers, as these regions experience robust growth in the pharmaceutical industry.
Threats:
Competitive market landscape: The Alu Alu Cold Blister Films market is highly competitive, with several key players vying for market share. Manufacturers need to differentiate their offerings to stay ahead in the market.
Stringent regulations: The market is subject to stringent packaging regulations, and non-compliance can pose challenges for manufacturers.
Market Key Trends
The Alu Alu Cold Blister Films market is influenced by several key trends that are shaping the industry:
Focus on sustainability: There is a growing emphasis on sustainable packaging solutions across industries, including the pharmaceutical sector. Manufacturers are investing in research and development to develop eco-friendly Alu Alu Cold Blister Films that minimize environmental impact.
Technological advancements in film manufacturing: Continuous advancements in film manufacturing processes are leading to the development of Alu Alu Cold Blister Films with enhanced barrier properties, improved durability, and customization options. Manufacturers are leveraging new technologies to meet the evolving needs of the pharmaceutical industry.
Integration of smart packaging technologies: The integration of smart packaging technologies, such as RFID tags and temperature sensors, is gaining traction in the pharmaceutical industry. Alu Alu Cold Blister Films can be designed to incorporate these technologies, providing benefits such as real-time tracking and temperature monitoring of pharmaceutical products.
Personalized packaging solutions: There is an increasing demand for personalized packaging solutions in the pharmaceutical industry. Alu Alu Cold Blister Films manufacturers are offering customization options in terms of size, shape, and design to cater to the unique packaging requirements of pharmaceutical companies.
Covid-19 Impact
The Covid-19 pandemic has had a significant impact on the Alu Alu Cold Blister Films market:
Increased demand for pharmaceutical products: The pandemic has led to a surge in demand for pharmaceutical products, including vaccines, antiviral medications, and other essential drugs. This increased demand has directly influenced the demand for Alu Alu Cold Blister Films as the packaging solution of choice for these pharmaceutical products.
Emphasis on product safety and hygiene: The pandemic has heightened the focus on product safety and hygiene, both for consumers and regulatory authorities. Alu Alu Cold Blister Films provide a reliable packaging option that ensures the integrity and safety of pharmaceutical products during transportation and storage.
Supply chain disruptions: The pandemic has caused disruptions in global supply chains, affecting the availability of raw materials and causing fluctuations in pricing. Manufacturers of Alu Alu Cold Blister Films have faced challenges in sourcing materials and maintaining production levels.
Accelerated adoption of digital technologies: The pandemic has accelerated the adoption of digital technologies in various industries, including the pharmaceutical sector. This digital transformation has implications for packaging, including the integration of smart packaging technologies in Alu Alu Cold Blister Films.
Key Industry Developments
The Alu Alu Cold Blister Films market has witnessed several key industry developments:
Product innovations: Manufacturers have focused on product innovations to enhance the barrier properties, durability, and customization options of Alu Alu Cold Blister Films. These innovations include the development of films with improved oxygen and moisture barrier properties, as well as the incorporation of features such as child-resistant packaging and smart packaging technologies.
Strategic partnerships and collaborations: Companies operating in the Alu Alu Cold Blister Films market have entered into strategic partnerships and collaborations with pharmaceutical companies, packaging manufacturers, and raw material suppliers. These partnerships aim to strengthen market presence, share expertise, and develop customized packaging solutions.
Sustainable initiatives: Manufacturers are increasingly adopting sustainable practices to address environmental concerns associated with the disposal of Alu Alu Cold Blister Films. They are investing in research and development activities to develop eco-friendly alternatives and recyclable packaging materials.
Regulatory compliance: The market is witnessing a strong focus on regulatory compliance, as packaging manufacturers strive to meet the stringent packaging standards set by regulatory authorities. Compliance with regulations ensures the safety and quality of pharmaceutical products packaged in Alu Alu Cold Blister Films.
Analyst Suggestions
Based on the analysis of the Alu Alu Cold Blister Films market, industry analysts make the following suggestions:
Focus on sustainability: Manufacturers should invest in research and development to develop sustainable Alu Alu Cold Blister Films that minimize environmental impact. This includes exploring biodegradable and recyclable alternatives to aluminum foil and PVC materials.
Enhance customization options: To cater to the diverse packaging needs of pharmaceutical companies, manufacturers should focus on enhancing customization options for Alu Alu Cold Blister Films. This can include offering a wider range of sizes, shapes, and design options.
Leverage digital technologies: Manufacturers should embrace digital technologies, such as RFID tags and temperature sensors, to offer smart packaging solutions. These technologies provide real-time tracking, temperature monitoring, and other valuable features for pharmaceutical products.
Strengthen partnerships: Collaboration with pharmaceutical companies, packaging manufacturers, and raw material suppliers is crucial to gain insights into market needs, enhance product offerings, and expand market reach. Strong partnerships can facilitate innovation and provide a competitive edge.
Stay updated with regulatory requirements: Manufacturers need to stay updated with the evolving regulatory landscape and ensure compliance with packaging standards. This includes understanding regional regulations and implementing measures to meet the required safety and quality standards.
Future Outlook
The future outlook for the Alu Alu Cold Blister Films market is positive, driven by the following factors:
Growing pharmaceutical industry: The pharmaceutical industry is expected to continue its growth trajectory, driven by factors such as increasing healthcare expenditure, the aging population, and the introduction of advanced therapies. This sustained growth will drive the demand for secure and reliable packaging solutions, including Alu Alu Cold Blister Films.
Technological advancements: Ongoing research and development activities will lead to further technological advancements in Alu Alu Cold Blister Films. These advancements will focus on improving barrier properties, customization options, and sustainability to meet the evolving needs of the pharmaceutical industry.
Shift towards sustainable packaging: The industry’s increasing focus on environmental sustainability will drive the demand for sustainable packaging solutions, including eco-friendly Alu Alu Cold Blister Films. Manufacturers will invest in developing recyclable and biodegradable alternatives to address environmental concerns.
Expansion in emerging markets: Emerging economies, particularly in Asia Pacific and Latin America, will witness substantial growth in the pharmaceutical industry. This growth will create opportunities for Alu Alu Cold Blister Films manufacturers to expand their market presence in these regions.
Continued emphasis on product safety and quality: The importance of product safety and quality will remain a key driver for the adoption of Alu Alu Cold Blister Films. Regulatory authorities will continue to enforce stringent packaging standards, necessitating the use of reliable and compliant packaging materials.
Conclusion
The Alu Alu Cold Blister Films market is poised for steady growth, driven by the increasing demand for secure and tamper-evident packaging solutions in the pharmaceutical industry. Technological advancements, sustainable initiatives, and strategic collaborations will shape the market’s future, providing opportunities for manufacturers to innovate and cater to evolving customer needs.
What is Alu Alu Cold Blister Films?
Alu Alu Cold Blister Films are specialized packaging materials used primarily in the pharmaceutical industry for blister packaging. They provide excellent barrier properties, protecting sensitive products from moisture, light, and oxygen.
Who are the key players in the Alu Alu Cold Blister Films market?
Key players in the Alu Alu Cold Blister Films market include Amcor, Constantia Flexibles, and Huhtamaki, among others. These companies are known for their innovative packaging solutions and strong market presence.
What are the growth factors driving the Alu Alu Cold Blister Films market?
The growth of the Alu Alu Cold Blister Films market is driven by the increasing demand for pharmaceutical packaging, the rise in chronic diseases requiring medication, and the need for enhanced product safety and shelf life.
What challenges does the Alu Alu Cold Blister Films market face?
Challenges in the Alu Alu Cold Blister Films market include the high cost of raw materials and the need for advanced manufacturing technologies. Additionally, regulatory compliance can pose hurdles for manufacturers.
What opportunities exist in the Alu Alu Cold Blister Films market?
Opportunities in the Alu Alu Cold Blister Films market include the growing trend towards sustainable packaging solutions and the expansion of the pharmaceutical industry in emerging markets. Innovations in material science also present new avenues for growth.
What trends are shaping the Alu Alu Cold Blister Films market?
Current trends in the Alu Alu Cold Blister Films market include the increasing adoption of eco-friendly materials and advancements in printing technologies for better branding. Additionally, the shift towards personalized medicine is influencing packaging requirements.
Leading Companies in the Alu Alu Cold Blister Films Market:
Amcor plc
Constantia Flexibles Group GmbH
Huhtamaki Oyj
Bilcare Limited
Uflex Ltd.
Tekni-Plex, Inc.
Essentra plc
Berry Global, Inc.
Clondalkin Group
Bemis Company, Inc
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
Europe
o Germany
o Italy
o France
o UK
o Spain
o Denmark
o Sweden
o Austria
o Belgium
o Finland
o Turkey
o Poland
o Russia
o Greece
o Switzerland
o Netherlands
o Norway
o Portugal
o Rest of Europe
Asia Pacific
o China
o Japan
o India
o South Korea
o Indonesia
o Malaysia
o Kazakhstan
o Taiwan
o Vietnam
o Thailand
o Philippines
o Singapore
o Australia
o New Zealand
o Rest of Asia Pacific
South America
o Brazil
o Argentina
o Colombia
o Chile
o Peru
o Rest of South America
The Middle East & Africa
o Saudi Arabia
o UAE
o Qatar
o South Africa
o Israel
o Kuwait
o Oman
o North Africa
o West Africa
o Rest of MEA
What This Study Covers
✔ Which are the key companies currently operating in the market?
✔ Which company currently holds the largest share of the market?
✔ What are the major factors driving market growth?
✔ What challenges and restraints are limiting the market?
✔ What opportunities are available for existing players and new entrants?
✔ What are the latest trends and innovations shaping the market?
✔ What is the current market size and what are the projected growth rates?
✔ How is the market segmented, and what are the growth prospects of each segment?
✔ Which regions are leading the market, and which are expected to grow fastest?
✔ What is the forecast outlook of the market over the next few years?
✔ How is customer demand evolving within the market?
✔ What role do technological advancements and product innovations play in this industry?
✔ What strategic initiatives are key players adopting to stay competitive?
✔ How has the competitive landscape evolved in recent years?
✔ What are the critical success factors for companies to sustain in this market?
Why Choose MWR ?
Trusted by Global Leaders Fortune 500 companies, SMEs, and top institutions rely on MWR’s insights to make informed decisions and drive growth.
ISO & IAF Certified Our certifications reflect a commitment to accuracy, reliability, and high-quality market intelligence trusted worldwide.
Customized Insights Every report is tailored to your business, offering actionable recommendations to boost growth and competitiveness.
Multi-Language Support Final reports are delivered in English and major global languages including French, German, Spanish, Italian, Portuguese, Chinese, Japanese, Korean, Arabic, Russian, and more.
Unlimited User Access Corporate License offers unrestricted access for your entire organization at no extra cost.
Free Company Inclusion We add 3–4 extra companies of your choice for more relevant competitive analysis — free of charge.
Post-Sale Assistance Dedicated account managers provide unlimited support, handling queries and customization even after delivery.
This free sample study provides a complete overview of the report, including executive summary, market segments, competitive analysis, country level analysis and more.
"MarkWide Research has been a valuable partner for us in obtaining the market insights we need to
make informed business decisions. Their research reports are comprehensive, accurate, and
delivered in a timely manner. We appreciate their professionalism and attention to detail, and would
highly recommend their services to other companies."
"We have been working with MarkWide Research for several years now, and they have consistently
provided us with high-quality market research reports that have helped us stay ahead of the
competition. Their team is responsive, knowledgeable, and easy to work with. We look forward to
continuing our partnership with them in the years to come."
"MarkWide Research is an excellent market research provider that delivers valuable insights to help
us understand the market and industry trends. Their reports are always well researched,
comprehensive, and insightful. We have been very pleased with their services and would highly
recommend them to other organizations."
"We have been working with MarkWide Research for a number of years now, and we have found
their market research reports to be invaluable in helping us make strategic decisions for our
business. Their team is knowledgeable, responsive, and always delivers high-quality work. We highly
recommend their services to anyone looking for reliable market research."
"MarkWide Research is a trusted partner that provides us with the market insights we need to make
informed decisions. Their reports are thorough, accurate, and delivered on time. We appreciate
their professionalism and expertise, and would highly recommend their services to other companies
looking for reliable market research."
GET A FREE SAMPLE REPORT
This free sample study provides a complete overview of the report, including executive summary, market segments, competitive analysis, country level analysis and more.