444 Alaska Avenue
Suite #BAA205 Torrance, CA 90503 USA
+1 424 999 9627
24/7 Customer Support
sales@markwideresearch.com
Email us at

Market Overview
The Manufacturing Execution System (MES) market is experiencing significant growth worldwide as manufacturers strive to enhance their operational efficiency, optimize production processes, and achieve higher productivity levels. MES solutions provide real-time visibility into manufacturing operations, enabling companies to make informed decisions, improve quality control, reduce costs, and streamline their overall manufacturing processes.
Meaning
A Manufacturing Execution System (MES) is a software-based solution that bridges the gap between enterprise resource planning (ERP) systems and shop floor operations. It acts as a central hub, collecting and analyzing real-time data from various manufacturing processes, including production scheduling, inventory management, quality assurance, maintenance, and workforce management. By integrating these functions, MES enables manufacturers to monitor, control, and optimize their operations more effectively.
Executive Summary
The MES market has witnessed remarkable growth in recent years, driven by the increasing adoption of automation, digitalization, and Industry 4.0 technologies across manufacturing industries. The demand for MES solutions is rising as manufacturers seek to improve their operational agility, reduce time-to-market, and enhance product quality.
Important Note: The companies listed in the image above are for reference only. The final study will cover 18–20 key players in this market, and the list can be adjusted based on our client’s requirements.
Key Market Insights
Market Drivers
Market Restraints
Market Opportunities
Market Dynamics
The MES market is characterized by intense competition and continuous innovation. Key market players are focusing on developing advanced MES solutions with features like mobile compatibility, cloud-based deployment, and AI-driven analytics. Additionally, strategic partnerships and collaborations between MES vendors and technology providers are becoming prevalent to offer comprehensive solutions and tap into new customer segments.
Regional Analysis
The MES market is experiencing substantial growth across all major regions. North America and Europe have traditionally been key adopters of MES solutions due to the high concentration of manufacturing industries in these regions. However, Asia-Pacific is emerging as a significant market, driven by the rapid growth of the manufacturing sector in countries like China, India, and Japan.
Competitive Landscape
Leading Companies in the MES Market:
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
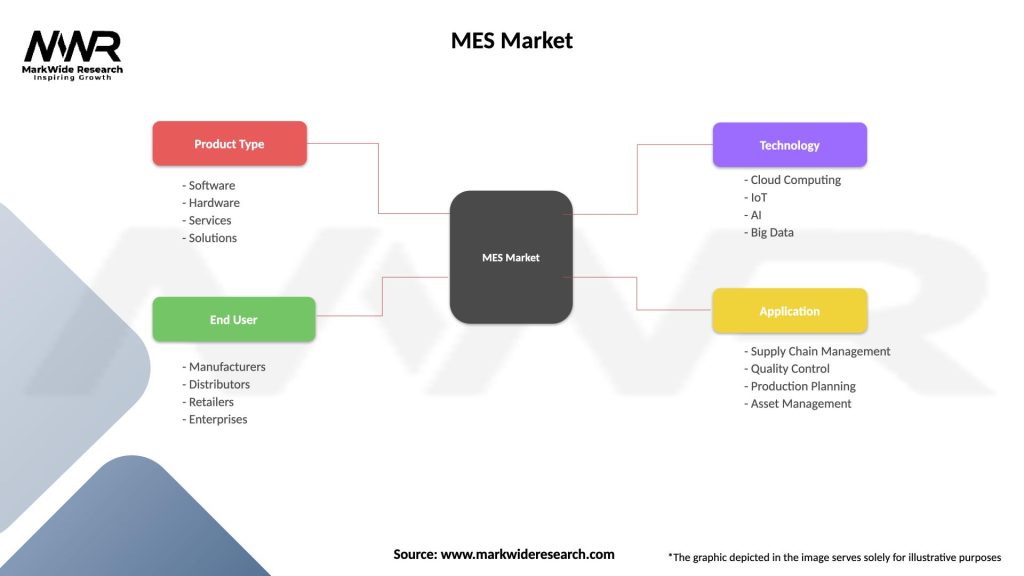
Segmentation
The MES market can be segmented based on deployment mode, industry vertical, and region. Deployment modes include on-premises, cloud-based, and hybrid solutions. Industry verticals that extensively utilize MES solutions include automotive, electronics, aerospace, pharmaceuticals, and food and beverages.
Category-wise Insights
Key Benefits for Industry Participants and Stakeholders
SWOT Analysis
Strengths:
Weaknesses:
Opportunities:
Threats:
Market Key Trends
Covid-19 Impact
The COVID-19 pandemic has significantly impacted the manufacturing industry, disrupting global supply chains and causing production slowdowns. However, it has also accelerated the adoption of digital technologies, including MES solutions. Manufacturers realized the importance of real-time visibility, remote monitoring, and agile production processes, leading to an increased demand for MES solutions to mitigate risks and enhance operational resilience.
Key Industry Developments
Analyst Suggestions
Future Outlook
The MES market is expected to witness substantial growth in the coming years, driven by increasing digitalization, automation, and the adoption of Industry 4.0 technologies. As manufacturers prioritize operational efficiency, quality control, and regulatory compliance, the demand for MES solutions will continue to rise. Furthermore, the convergence of MES with emerging technologies like AI, IoT, and cloud computing will unlock new possibilities for improved productivity and smarter manufacturing processes.
Conclusion
The MES market is undergoing significant transformation as manufacturers recognize the importance of digitalization and operational optimization. With the ability to provide real-time visibility, streamline processes, and enhance productivity, MES solutions have become indispensable for modern manufacturing operations. By embracing these solutions and leveraging their capabilities, manufacturers can navigate the challenges of a dynamic market, achieve operational excellence, and stay competitive in an increasingly digital world.
What is MES?
MES stands for Manufacturing Execution System, which is a software solution that monitors and controls manufacturing processes on the shop floor. It helps in tracking production, managing resources, and ensuring quality control in real-time.
What are the key players in the MES Market?
Key players in the MES Market include Siemens, Rockwell Automation, and Schneider Electric, among others. These companies provide various MES solutions tailored to different manufacturing sectors, enhancing operational efficiency and productivity.
What are the main drivers of growth in the MES Market?
The MES Market is driven by the increasing demand for automation in manufacturing, the need for real-time data analytics, and the growing focus on improving operational efficiency. Additionally, the rise of Industry Four Point Zero is pushing manufacturers to adopt MES solutions.
What challenges does the MES Market face?
The MES Market faces challenges such as high implementation costs, integration issues with existing systems, and the need for skilled personnel to operate these systems. Additionally, resistance to change from traditional manufacturing practices can hinder adoption.
What opportunities exist in the MES Market?
Opportunities in the MES Market include the expansion of cloud-based MES solutions, the integration of artificial intelligence for predictive analytics, and the growing trend of smart manufacturing. These advancements can lead to more efficient production processes and better decision-making.
What trends are shaping the MES Market?
Trends in the MES Market include the increasing adoption of IoT technologies, the shift towards mobile and remote access solutions, and the emphasis on sustainability in manufacturing processes. These trends are transforming how manufacturers operate and manage their production systems.
MES Market
| Segmentation Details | Description |
|---|---|
| Product Type | Software, Hardware, Services, Solutions |
| End User | Manufacturers, Distributors, Retailers, Enterprises |
| Technology | Cloud Computing, IoT, AI, Big Data |
| Application | Supply Chain Management, Quality Control, Production Planning, Asset Management |
Please note: The segmentation can be entirely customized to align with our client’s needs.
Leading Companies in the MES Market:
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
North America
o US
o Canada
o Mexico
Europe
o Germany
o Italy
o France
o UK
o Spain
o Denmark
o Sweden
o Austria
o Belgium
o Finland
o Turkey
o Poland
o Russia
o Greece
o Switzerland
o Netherlands
o Norway
o Portugal
o Rest of Europe
Asia Pacific
o China
o Japan
o India
o South Korea
o Indonesia
o Malaysia
o Kazakhstan
o Taiwan
o Vietnam
o Thailand
o Philippines
o Singapore
o Australia
o New Zealand
o Rest of Asia Pacific
South America
o Brazil
o Argentina
o Colombia
o Chile
o Peru
o Rest of South America
The Middle East & Africa
o Saudi Arabia
o UAE
o Qatar
o South Africa
o Israel
o Kuwait
o Oman
o North Africa
o West Africa
o Rest of MEA

