The global high barrier packaging films market is experiencing significant growth, driven by the increasing demand for packaged food and beverages, pharmaceutical products, and consumer goods. High barrier packaging films are designed to provide exceptional protection against oxygen, moisture, light, and other external factors that can deteriorate the quality of packaged products. These films help in extending the shelf life of products, maintaining their freshness, and preserving their nutritional value.
Meaning
High barrier packaging films refer to specialized films that are engineered to offer a high level of protection to the packaged products. These films are made using advanced materials and technologies to create a barrier against gases, water vapor, and other contaminants. By preventing the entry of oxygen and moisture, high barrier packaging films ensure the integrity and quality of the packaged products, thereby enhancing their shelf life.
Executive Summary
The global high barrier packaging films market is witnessing robust growth, driven by the rising demand for convenient and sustainable packaging solutions across various industries. The market is characterized by the presence of numerous players offering a wide range of high barrier films with varying properties and functionalities. Key market players are focusing on innovation and product development to gain a competitive edge in the market.
Important Note: The companies listed in the image above are for reference only. The final study will cover 18–20 key players in this market, and the list can be adjusted based on our client’s requirements.
Key Market Insights
Growing Demand for Packaged Food and Beverages: The increasing preference for convenience foods, ready-to-eat meals, and on-the-go snacks is driving the demand for high barrier packaging films in the food and beverage industry. These films help in maintaining the freshness, taste, and nutritional value of packaged food products.
Rising Awareness about Product Safety and Quality: Consumers are becoming more conscious about the safety and quality of the products they consume. High barrier packaging films offer an effective solution for protecting products from contamination, ensuring their safety, and enhancing consumer confidence.
Shift towards Sustainable Packaging Solutions: With the growing emphasis on environmental sustainability, there is a rising demand for eco-friendly packaging materials. High barrier packaging films made from recyclable and biodegradable materials are gaining popularity among consumers and manufacturers alike.
Technological Advancements in Film Manufacturing: Continuous advancements in film manufacturing technologies have led to the development of high-performance barrier films with improved properties. These films offer superior barrier protection, enhanced mechanical strength, and increased flexibility, catering to the evolving needs of various industries.
Market Drivers
Increasing Demand for Extended Shelf Life of Products: High barrier packaging films play a crucial role in extending the shelf life of perishable products, including food, beverages, and pharmaceuticals. The ability of these films to prevent the entry of oxygen, moisture, and light helps in preserving the quality and freshness of products for an extended duration.
Growing Focus on Brand Differentiation: Manufacturers are increasingly adopting high barrier packaging films to enhance the visual appeal and shelf presence of their products. These films offer excellent printing capabilities, enabling vibrant graphics, logos, and product information to be displayed on the packaging, thereby facilitating brand differentiation.
Rise in Disposable Income and Changing Lifestyles: The increasing disposable income and changing lifestyles of consumers have resulted in a higher demand for packaged and convenience products. This has significantly contributed to the growth of the high barrier packaging films market, as manufacturers strive to meet the evolving consumer preferences.
Stringent Regulations on Food Safety: Governments across the globe have implemented stringent regulations pertaining to food safety and hygiene. High barrier packaging films aid in compliance with these regulations by providing a reliable barrier against contaminants, ensuring the safety and integrity of the packaged products.
Market Restraints
High Cost of High Barrier Packaging Films: The manufacturing and processing of high barrier packaging films involve advanced technologies and specialized materials, making them relatively expensive compared to traditional packaging solutions. The high cost of these films may act as a restraint, particularly for small and medium-sized enterprises with budget constraints.
Environmental Concerns Associated with Packaging Waste: While high barrier packaging films offer excellent protection and preservation capabilities, their disposal and impact on the environment have raised concerns. The accumulation of packaging waste in landfills and the limited availability of recycling facilities pose environmental challenges that need to be addressed.
Availability of Substitute Packaging Solutions: The market faces competition from alternative packaging solutions, such as glass, metal, and paper-based packaging. These materials are considered more sustainable and eco-friendly by some consumers and manufacturers, which may hinder the growth of the high barrier packaging films market.
Complexity in Recycling Multi-Layer Films: High barrier packaging films often consist of multiple layers of different materials, which can make the recycling process more complex. The segregation and separation of these layers pose challenges in recycling facilities, leading to limited recycling options for these films.
Market Opportunities
Growing Demand in Emerging Markets: Emerging economies, such as India, China, Brazil, and Mexico, offer significant growth opportunities for the high barrier packaging films market. Rapid urbanization, improving living standards, and changing consumer preferences are driving the demand for packaged products in these regions, thereby creating a favorable market environment.
Advancements in Active Packaging Technologies: The integration of active packaging technologies with high barrier films presents opportunities for market growth. Active packaging technologies, such as oxygen scavengers, moisture absorbers, and antimicrobial agents, can be incorporated into high barrier films to further enhance the protection and preservation of products.
Expansion of E-commerce Industry: The rapid growth of the e-commerce industry has created new avenues for the high barrier packaging films market. With the increasing trend of online shopping, there is a growing need for robust and protective packaging materials that can withstand the rigors of transportation and ensure the safe delivery of products to consumers.
Focus on Sustainable Packaging Solutions: The rising awareness about environmental sustainability and the demand for eco-friendly packaging solutions present opportunities for the development of sustainable high barrier packaging films. Manufacturers can capitalize on this trend by offering recyclable and biodegradable films that meet the requirements of both consumers and regulatory bodies.
Market Dynamics
The global high barrier packaging films market is characterized by intense competition among market players. The market dynamics are influenced by factors such as technological advancements, changing consumer preferences, regulatory landscape, and sustainability concerns. Key players in the market are focusing on strategic initiatives, such as mergers and acquisitions, partnerships, and product launches, to strengthen their market presence and expand their product portfolios.
Regional Analysis
The high barrier packaging films market is segmented into several regions, including North America, Europe, Asia Pacific, Latin America, and the Middle East and Africa. North America and Europe hold significant market shares, driven by the presence of well-established industries, stringent regulations, and high consumer awareness regarding product safety. Asia Pacific is expected to witness substantial growth due to the rapid industrialization, urbanization, and increasing disposable income in countries like China and India.
Competitive Landscape
Leading Companies in the Global High Barrier Packaging Films Market:
Amcor plc
Sealed Air Corporation
Berry Global Group, Inc.
Mondi plc
DowDuPont Inc.
Jindal Poly Films Limited
Uflex Ltd.
Toray Industries, Inc.
Mitsubishi Chemical Corporation
Winpak Ltd.
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
Segmentation
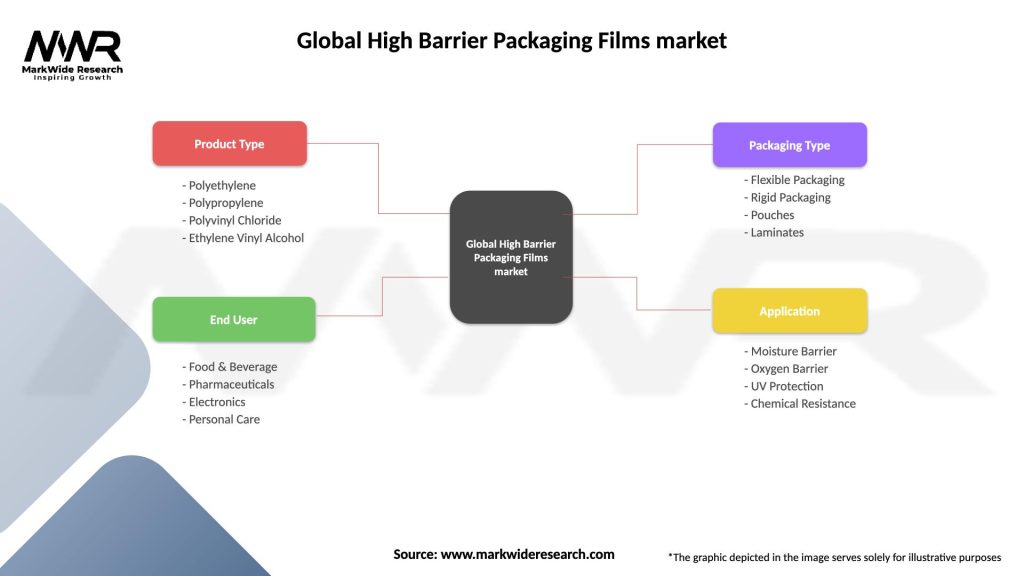
The high barrier packaging films market can be segmented based on material type, application, and end-use industry.
By Material Type:
Polyethylene (PE)
Polypropylene (PP)
Polyethylene Terephthalate (PET)
Polyamide (PA)
Ethylene Vinyl Alcohol (EVOH)
Others
By Application:
Bags & Pouches
Laminations
Wraps
Labels
Others
By End-Use Industry:
Food & Beverages
Pharmaceuticals
Personal Care & Cosmetics
Industrial
Others
Category-wise Insights
Food & Beverages: The food and beverages industry dominates the high barrier packaging films market. These films are extensively used for packaging perishable food products, including meat, dairy, bakery, and snacks, to maintain their freshness, flavor, and quality.
Pharmaceuticals: High barrier packaging films find widespread application in the pharmaceutical industry for packaging drugs, medicines, and medical devices. These films protect the pharmaceutical products from moisture, oxygen, and light, ensuring their efficacy and shelf life.
Personal Care & Cosmetics: The personal care and cosmetics industry utilizes high barrier packaging films for packaging products like shampoos, lotions, creams, and cosmetics. These films provide a protective barrier, preventing the entry of contaminants and preserving the quality of the products.
Industrial: The industrial sector employs high barrier packaging films for packaging industrial products, chemicals, lubricants, and paints. These films offer protection against moisture, gas, and UV radiation, ensuring the integrity and usability of the packaged items.
Key Benefits for Industry Participants and Stakeholders
Enhanced Product Protection: High barrier packaging films provide excellent protection against oxygen, moisture, light, and other contaminants, ensuring the integrity and quality of the packaged products.
Extended Shelf Life: These films help in extending the shelf life of perishable products by preventing spoilage and maintaining their freshness, flavor, and nutritional value.
Brand Differentiation and Shelf Presence: High barrier packaging films offer superior printing capabilities, enabling manufacturers to create visually appealing packaging designs and differentiate their brands in the market.
Compliance with Regulatory Standards: By offering a reliable barrier against contaminants, high barrier packaging films assist industry participants in complying with stringent regulations pertaining to product safety and hygiene.
SWOT Analysis
Strengths:
Excellent barrier properties
Extended shelf life for products
Visual appeal and branding opportunities
Weaknesses:
High production and processing costs
Environmental concerns associated with waste disposal
Increased Focus on Sustainability: The market is witnessing a shift towards sustainable packaging solutions, with manufacturers emphasizing the use of recyclable and biodegradable materials in high barrier packaging films.
Integration of Advanced Technologies: Active packaging technologies, such as oxygen scavengers, moisture absorbers, and intelligent sensors, are being incorporated into high barrier films to enhance product protection and provide real-time information about product quality.
Customization and Personalization: Manufacturers are increasingly offering customized high barrier packaging films to cater to the unique requirements of different industries and products. This trend allows for enhanced product differentiation and consumer engagement.
Digital Printing and Smart Packaging: Digital printing technologies are being utilized for high-quality printing on high barrier packaging films, enabling vibrant graphics, logos, and product information. Additionally, the integration of smart packaging features, such as QR codes and NFC tags, is gaining traction, providing interactive and engaging experiences for consumers.
Covid-19 Impact
The outbreak of the COVID-19 pandemic has significantly impacted the global high barrier packaging films market. The increased demand for packaged food, hygiene products, and pharmaceuticals during the pandemic has driven the market growth. High barrier packaging films have played a vital role in ensuring the safety and quality of essential products. However, the market also faced challenges due to disruptions in the supply chain, fluctuating raw material prices, and restrictions on international trade.
Key Industry Developments
Acquisition and Expansion Strategies: Major players in the market have adopted acquisition and expansion strategies to strengthen their market presence and expand their product portfolios. These strategic moves allow companies to offer a comprehensive range of high barrier packaging films and cater to the diverse needs of different industries.
Technological Advancements: Continuous advancements in film manufacturing technologies have led to the development of high-performance high barrier packaging films. Companies are investing in research and development to enhance the barrier properties, mechanical strength, and sustainability aspects of these films.
Collaboration with End-Use Industries: Market players are actively collaborating with end-use industries, such as food and beverages, pharmaceuticals, and personal care, to understand their specific packaging requirements and develop customized high barrier packaging solutions.
Analyst Suggestions
Focus on Sustainability: Manufacturers should prioritize the development of sustainable high barrier packaging films made from recyclable and biodegradable materials. This aligns with the increasing consumer demand for eco-friendly packaging solutions and addresses environmental concerns.
Embrace Technological Advancements: Investing in research and development to incorporate advanced technologies, such as active packaging and smart packaging features, can provide a competitive edge and offer added value to customers.
Strengthen Supply Chain Resilience: The COVID-19 pandemic highlighted the importance of a robust and resilient supply chain. Companies should evaluate and enhance their supply chain capabilities to mitigate potential disruptions and ensure a steady flow of raw materials and finished products.
Collaboration and Partnerships: Collaborating with end-use industries, raw material suppliers, and packaging associations can foster innovation, facilitate knowledge exchange, and address industry challenges collectively.
Future Outlook
The global high barrier packaging films market is projected to continue its growth trajectory in the coming years. Factors such as increasing demand for packaged products, rising focus on product safety and quality, and advancements in film manufacturing technologies will drive market expansion. The market is expected to witness innovations in sustainable packaging solutions, integration of smart packaging features, and customization to meet the evolving needs of different industries.
Conclusion
The global high barrier packaging films market is witnessing significant growth, driven by the increasing demand for protective and sustainable packaging solutions. These films offer excellent barrier properties, extend the shelf life of products, and enhance brand visibility. While the market faces challenges such as high production costs and environmental concerns, opportunities lie in emerging markets, advancements in active packaging technologies, and the expansion of the e-commerce industry. The future outlook for the market remains positive, with a focus on sustainability, technological advancements, and collaboration driving market growth and innovation.
What is High Barrier Packaging Films?
High Barrier Packaging Films are specialized materials designed to provide superior protection against moisture, oxygen, and other environmental factors, ensuring the integrity and longevity of packaged products. They are commonly used in food, pharmaceuticals, and electronics packaging.
What are the key players in the Global High Barrier Packaging Films market?
Key players in the Global High Barrier Packaging Films market include Amcor, Sealed Air Corporation, and Mondi Group, which are known for their innovative packaging solutions and extensive product portfolios, among others.
What are the main drivers of growth in the Global High Barrier Packaging Films market?
The growth of the Global High Barrier Packaging Films market is driven by increasing demand for packaged food products, the need for longer shelf life, and rising consumer awareness regarding product safety and quality. Additionally, advancements in packaging technology are contributing to market expansion.
What challenges does the Global High Barrier Packaging Films market face?
The Global High Barrier Packaging Films market faces challenges such as the high cost of raw materials and the environmental impact of plastic waste. Regulatory pressures for sustainable packaging solutions are also prompting companies to innovate and adapt.
What opportunities exist in the Global High Barrier Packaging Films market?
Opportunities in the Global High Barrier Packaging Films market include the development of biodegradable films and the expansion into emerging markets where demand for packaged goods is rising. Additionally, the trend towards e-commerce is creating new packaging needs.
What trends are shaping the Global High Barrier Packaging Films market?
Trends shaping the Global High Barrier Packaging Films market include the increasing focus on sustainability, the adoption of smart packaging technologies, and the growing preference for flexible packaging solutions. These trends are influencing product development and consumer choices.
Leading Companies in the Global High Barrier Packaging Films Market:
Amcor plc
Sealed Air Corporation
Berry Global Group, Inc.
Mondi plc
DowDuPont Inc.
Jindal Poly Films Limited
Uflex Ltd.
Toray Industries, Inc.
Mitsubishi Chemical Corporation
Winpak Ltd.
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
Europe
o Germany
o Italy
o France
o UK
o Spain
o Denmark
o Sweden
o Austria
o Belgium
o Finland
o Turkey
o Poland
o Russia
o Greece
o Switzerland
o Netherlands
o Norway
o Portugal
o Rest of Europe
Asia Pacific
o China
o Japan
o India
o South Korea
o Indonesia
o Malaysia
o Kazakhstan
o Taiwan
o Vietnam
o Thailand
o Philippines
o Singapore
o Australia
o New Zealand
o Rest of Asia Pacific
South America
o Brazil
o Argentina
o Colombia
o Chile
o Peru
o Rest of South America
The Middle East & Africa
o Saudi Arabia
o UAE
o Qatar
o South Africa
o Israel
o Kuwait
o Oman
o North Africa
o West Africa
o Rest of MEA
What This Study Covers
✔ Which are the key companies currently operating in the market?
✔ Which company currently holds the largest share of the market?
✔ What are the major factors driving market growth?
✔ What challenges and restraints are limiting the market?
✔ What opportunities are available for existing players and new entrants?
✔ What are the latest trends and innovations shaping the market?
✔ What is the current market size and what are the projected growth rates?
✔ How is the market segmented, and what are the growth prospects of each segment?
✔ Which regions are leading the market, and which are expected to grow fastest?
✔ What is the forecast outlook of the market over the next few years?
✔ How is customer demand evolving within the market?
✔ What role do technological advancements and product innovations play in this industry?
✔ What strategic initiatives are key players adopting to stay competitive?
✔ How has the competitive landscape evolved in recent years?
✔ What are the critical success factors for companies to sustain in this market?
Why Choose MWR ?
Trusted by Global Leaders Fortune 500 companies, SMEs, and top institutions rely on MWR’s insights to make informed decisions and drive growth.
ISO & IAF Certified Our certifications reflect a commitment to accuracy, reliability, and high-quality market intelligence trusted worldwide.
Customized Insights Every report is tailored to your business, offering actionable recommendations to boost growth and competitiveness.
Multi-Language Support Final reports are delivered in English and major global languages including French, German, Spanish, Italian, Portuguese, Chinese, Japanese, Korean, Arabic, Russian, and more.
Unlimited User Access Corporate License offers unrestricted access for your entire organization at no extra cost.
Free Company Inclusion We add 3–4 extra companies of your choice for more relevant competitive analysis — free of charge.
Post-Sale Assistance Dedicated account managers provide unlimited support, handling queries and customization even after delivery.
This free sample study provides a complete overview of the report, including executive summary, market segments, competitive analysis, country level analysis and more.
"MarkWide Research has been a valuable partner for us in obtaining the market insights we need to
make informed business decisions. Their research reports are comprehensive, accurate, and
delivered in a timely manner. We appreciate their professionalism and attention to detail, and would
highly recommend their services to other companies."
"We have been working with MarkWide Research for several years now, and they have consistently
provided us with high-quality market research reports that have helped us stay ahead of the
competition. Their team is responsive, knowledgeable, and easy to work with. We look forward to
continuing our partnership with them in the years to come."
"MarkWide Research is an excellent market research provider that delivers valuable insights to help
us understand the market and industry trends. Their reports are always well researched,
comprehensive, and insightful. We have been very pleased with their services and would highly
recommend them to other organizations."
"We have been working with MarkWide Research for a number of years now, and we have found
their market research reports to be invaluable in helping us make strategic decisions for our
business. Their team is knowledgeable, responsive, and always delivers high-quality work. We highly
recommend their services to anyone looking for reliable market research."
"MarkWide Research is a trusted partner that provides us with the market insights we need to make
informed decisions. Their reports are thorough, accurate, and delivered on time. We appreciate
their professionalism and expertise, and would highly recommend their services to other companies
looking for reliable market research."
GET A FREE SAMPLE REPORT
This free sample study provides a complete overview of the report, including executive summary, market segments, competitive analysis, country level analysis and more.