Liquid phase homogenizers are essential equipment used for mixing, emulsifying, dispersing, and blending liquids in various industries, including food and beverage, pharmaceuticals, cosmetics, and chemicals. These homogenizers employ high-pressure pumps, valves, and nozzles to force liquids through small apertures or channels at high velocities, resulting in uniform particle size reduction, dispersion, and mixing. With their ability to achieve consistent product quality, stability, and shelf-life extension, liquid phase homogenizers play a crucial role in optimizing manufacturing processes and meeting regulatory requirements.
Meaning
Liquid phase homogenizers, also known as high-pressure homogenizers, are industrial mixing and blending machines designed to process liquid formulations by forcing them through narrow channels or apertures at high pressures, resulting in uniform particle size reduction and dispersion. These homogenizers utilize mechanical forces generated by high-pressure pumps, valves, and nozzles to break down particles, emulsify immiscible liquids, and achieve homogeneity in liquid formulations. Liquid phase homogenizers find applications in various industries such as food and beverage, pharmaceuticals, cosmetics, and chemicals for producing emulsions, suspensions, dispersions, and nanostructured materials.
Executive Summary
The liquid phase homogenizer market has experienced steady growth driven by increasing demand for processed foods, pharmaceutical formulations, personal care products, and specialty chemicals. Manufacturers are focusing on developing innovative homogenizer systems with advanced features such as multi-stage homogenization, adjustable pressure settings, and compatibility with a wide range of liquids and viscosities. Moreover, the adoption of automation, digitalization, and Industry 4.0 technologies in liquid processing operations is expected to further fuel market growth in the coming years.
Important Note: The companies listed in the image above are for reference only. The final study will cover 18–20 key players in this market, and the list can be adjusted based on our client’s requirements.
Key Market Insights
Growing Demand for Processed Foods: The increasing demand for processed foods, beverages, and dairy products with improved texture, flavor, and stability is driving the adoption of liquid phase homogenizers, as they enable efficient mixing, emulsification, and particle size reduction in food formulations.
Advancements in Pharmaceutical Formulations: Advancements in pharmaceutical formulations such as liposomes, nanoparticles, and nanoemulsions require precise control over particle size and distribution, making liquid phase homogenizers indispensable for pharmaceutical manufacturers to achieve uniformity and consistency in drug delivery systems.
Demand for Personal Care Products: The growing demand for personal care products such as lotions, creams, shampoos, and cosmetics with enhanced aesthetics and performance is fueling the adoption of liquid phase homogenizers, as they enable the production of stable emulsions, dispersions, and suspensions with uniform properties.
Focus on Specialty Chemicals: Specialty chemical manufacturers require efficient mixing and blending solutions to produce specialty chemicals, adhesives, coatings, and polymers with consistent quality and performance characteristics, driving the demand for liquid phase homogenizers in chemical processing applications.
Market Drivers
Need for Product Quality and Consistency: The increasing emphasis on product quality, consistency, and stability across industries is driving the demand for liquid phase homogenizers, as they enable manufacturers to achieve uniform particle size reduction, dispersion, and mixing in liquid formulations.
Technological Advancements: Technological advancements in liquid phase homogenizer systems, such as the development of high-pressure pumps, precision valves, and advanced nozzle designs, are improving performance, reliability, and versatility in liquid processing operations.
Regulatory Compliance Requirements: Stringent regulatory requirements and quality standards imposed by regulatory authorities and industry associations are compelling manufacturers to invest in advanced homogenization equipment to ensure compliance and maintain product integrity.
Industry 4.0 Integration: Integration of liquid phase homogenizers with Industry 4.0 technologies such as IoT, AI, and automation enables real-time monitoring, data analysis, and optimization of homogenization processes, leading to improved efficiency, productivity, and quality control.
Market Restraints
High Initial Investment: The high initial investment required for purchasing and installing liquid phase homogenizer systems, especially advanced models with multi-stage homogenization and automation features, may act as a barrier to adoption for small and medium-sized enterprises (SMEs) with limited capital budgets.
Operational Costs and Maintenance: Operational costs associated with energy consumption, equipment maintenance, and spare parts replacement for liquid phase homogenizers can add up over time and increase the total cost of ownership for end-users.
Complexity of Process Optimization: Optimizing homogenization processes for specific formulations and applications may require expertise in fluid dynamics, rheology, and particle size analysis, posing challenges for manufacturers and operators in achieving desired results.
Compatibility with Viscous Formulations: Liquid phase homogenizers may face limitations in handling highly viscous formulations or materials with abrasive or shear-sensitive properties, requiring additional customization or alternative processing solutions.
Market Opportunities
Customized Solutions for Specific Applications: Offering customized liquid phase homogenizer systems tailored to specific applications and customer requirements presents opportunities for manufacturers to differentiate themselves in the market and address specialized processing needs.
Aftermarket Services and Support: Providing aftermarket services such as preventive maintenance, repair, spare parts supply, and technical support for liquid phase homogenizers enhances customer satisfaction, loyalty, and long-term business relationships.
Expansion into Emerging Markets: Expanding into emerging markets with growing food and beverage, pharmaceutical, and personal care industries presents opportunities for manufacturers to tap into new customer segments and geographical regions.
R&D Investments in Advanced Technologies: Investing in research and development (R&D) initiatives to develop advanced technologies such as multi-stage homogenization, variable pressure control, and digital process optimization for liquid phase homogenizers can drive innovation and create competitive advantages.
Market Dynamics
The liquid phase homogenizer market operates in a dynamic and competitive environment characterized by evolving customer needs, technological advancements, regulatory changes, and competitive pressures. Understanding and adapting to these market dynamics is essential for manufacturers, distributors, and service providers to stay ahead of the curve, identify growth opportunities, and maintain a competitive edge.
Regional Analysis
The liquid phase homogenizer market exhibits regional variations in terms of market size, growth trends, and competitive landscape. Key regions driving market growth include:
North America: North America is a significant market for liquid phase homogenizers, driven by the presence of a large food and beverage industry, pharmaceutical manufacturers, and personal care product companies with stringent quality and safety standards.
Europe: Europe is another prominent market for liquid phase homogenizers, characterized by a strong emphasis on food safety, pharmaceutical quality control, and cosmetic product innovation, driving the demand for advanced homogenization equipment.
Asia-Pacific: The Asia-Pacific region offers significant growth opportunities for liquid phase homogenizer manufacturers, fueled by rapid urbanization, changing consumer preferences, and increasing investments in food processing, pharmaceuticals, and cosmetics.
Latin America: Latin America presents growth opportunities for liquid phase homogenizer vendors, particularly in emerging economies with growing food and beverage markets, rising disposable incomes, and expanding pharmaceutical and personal care industries.
Competitive Landscape
Leading Companies in the Liquid Phase Homogenizer Market:
GEA Group
SPX FLOW, Inc.
Krones AG
Sonic Corporation
Avestin, Inc.
Bertoli s.r.l.
FBF Italia S.r.l.
Hielscher Ultrasonics GmbH
Netzsch Group
Microfluidics International Corporation
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
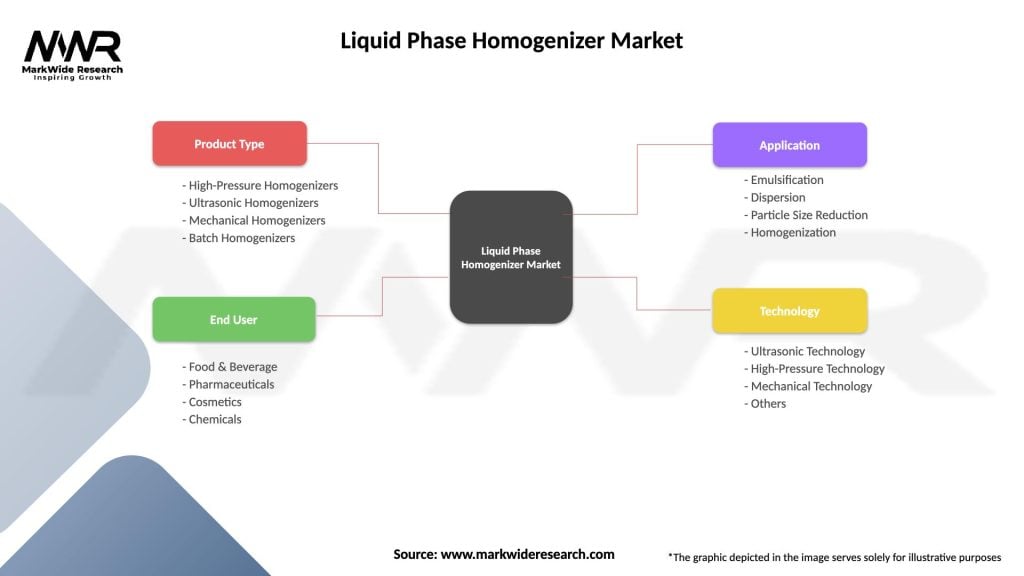
Segmentation
The liquid phase homogenizer market can be segmented based on various factors such as:
Type: Segmentation by type includes piston homogenizers, valve homogenizers, ultrasonic homogenizers, and microfluidizer homogenizers.
End-Use Industry: Segmentation by end-use industry includes food and beverage, pharmaceuticals, cosmetics, chemicals, and others.
Capacity: Segmentation by capacity includes laboratory-scale, pilot-scale, and production-scale homogenizer systems.
Geography: Regional segmentation allows for a more detailed analysis of market trends, growth drivers, and competitive landscape in different geographical regions.
Segmentation enables manufacturers to tailor their product offerings, marketing strategies, and distribution channels to specific customer segments and market segments, thereby maximizing market penetration and revenue generation.
Category-wise Insights
Food and Beverage Industry: Liquid phase homogenizers play a crucial role in the food and beverage industry for processing applications such as dairy homogenization, beverage emulsification, sauce and dressing blending, and flavor encapsulation, ensuring product stability, consistency, and shelf-life extension.
Pharmaceutical Sector: In the pharmaceutical sector, liquid phase homogenizers are utilized for manufacturing drug formulations such as suspensions, emulsions, liposomes, and nanoemulsions, enabling precise control over particle size and distribution for enhanced drug delivery and bioavailability.
Personal Care Products: Liquid phase homogenizers find applications in the personal care products industry for producing cosmetic formulations such as lotions, creams, gels, and serums with uniform texture, appearance, and performance characteristics, meeting consumer expectations and regulatory requirements.
Chemical Processing: In the chemical processing industry, liquid phase homogenizers are used for blending, emulsifying, and dispersing specialty chemicals, adhesives, coatings, and polymers, enabling manufacturers to achieve consistent product quality, stability, and performance in various industrial applications.
Key Benefits for Industry Participants and Stakeholders
Uniform Particle Size Reduction: Liquid phase homogenizers facilitate uniform particle size reduction and dispersion in liquid formulations, ensuring consistent product quality and performance characteristics.
Enhanced Stability and Shelf Life: Homogenization improves the stability and shelf life of liquid products by preventing phase separation, sedimentation, and creaming, resulting in longer product shelf life and reduced product waste.
Improved Product Aesthetics: Homogenization enhances the appearance, texture, and mouthfeel of liquid products such as beverages, sauces, creams, and lotions, making them more appealing to consumers and enhancing brand perception.
Optimized Formulation Efficiency: Homogenizers enable manufacturers to optimize formulation efficiency by achieving desired product properties such as viscosity, rheology, and particle size distribution, leading to improved process yields and cost savings.
Regulatory Compliance: Liquid phase homogenizers help manufacturers comply with regulatory requirements and quality standards by ensuring uniformity, consistency, and traceability in product formulations and manufacturing processes.
SWOT Analysis
A SWOT analysis of the liquid phase homogenizer market reveals:
Strengths: Superior mixing and blending capabilities, consistent product quality, and versatility in handling various liquid formulations.
Weaknesses: High initial investment costs, operational complexities, and compatibility limitations with certain formulations.
Opportunities: Customization for niche applications, aftermarket services, and expansion into emerging markets.
Threats: Intense competition, regulatory uncertainties, and economic downturns.
Understanding these factors enables stakeholders to capitalize on strengths, address weaknesses, leverage opportunities, and mitigate threats effectively.
Market Key Trends
Advancements in Homogenizer Design: Continuous advancements in homogenizer design, including improved pump technology, enhanced valve systems, and innovative nozzle designs, are driving improvements in homogenization efficiency, reliability, and versatility.
Automation and Digitalization: Integration of automation and digitalization technologies such as PLC controls, HMI interfaces, and remote monitoring capabilities enhances process control, data visibility, and operational efficiency in liquid phase homogenization.
Green Processing Solutions: Growing emphasis on sustainability and environmental stewardship is driving the development of green processing solutions such as water-saving homogenizers, energy-efficient pumps, and eco-friendly cleaning agents for liquid phase homogenization.
Application-Specific Solutions: Manufacturers are offering application-specific liquid phase homogenizer systems tailored to the unique requirements of industries such as food and beverage, pharmaceuticals, cosmetics, and chemicals, providing customized solutions for specific processing needs.
Covid-19 Impact
The Covid-19 pandemic has had various impacts on the liquid phase homogenizer market, including:
Supply Chain Disruptions: Disruptions in the global supply chain due to lockdowns, travel restrictions, and logistical challenges have affected the availability of raw materials, components, and spare parts for liquid phase homogenizer manufacturers and end-users.
Shift in Demand: Changes in consumer behavior and demand patterns during the pandemic have influenced the demand for liquid products such as beverages, personal care items, and pharmaceuticals, impacting the utilization of liquid phase homogenizers in production facilities.
Focus on Hygiene and Safety: The pandemic has heightened awareness of hygiene and safety measures in manufacturing operations, leading to increased demand for liquid phase homogenizers for producing sanitizers, disinfectants, and hygiene products.
Remote Monitoring and Maintenance: Remote monitoring and maintenance capabilities have become more important amidst the pandemic, enabling manufacturers to remotely diagnose issues, troubleshoot problems, and perform maintenance tasks on liquid phase homogenizers to minimize downtime and ensure continuity of operations.
Key Industry Developments
Hygienic Design Solutions: Manufacturers are developing liquid phase homogenizers with hygienic design features such as stainless steel construction, sanitary seals, and clean-in-place (CIP) systems to meet the stringent hygiene and safety requirements of the food and pharmaceutical industries.
Digital Integration Platforms: Integration of liquid phase homogenizers with digital integration platforms enables real-time data collection, analysis, and optimization of homogenization processes, leading to improved efficiency, productivity, and quality control.
Customization for Specialty Applications: Offering customization options such as specialized nozzles, flow control systems, and material compatibility for liquid phase homogenizers allows manufacturers to address the unique processing needs of specialty applications and industries.
Energy-Efficient Solutions: Development of energy-efficient liquid phase homogenizers using advanced motor technologies, variable frequency drives (VFDs), and regenerative braking systems helps reduce energy consumption and operating costs for end-users.
Analyst Suggestions
Invest in Digital Transformation: Manufacturers should invest in digital transformation initiatives such as automation, IoT, and data analytics to enhance process visibility, control, and optimization in liquid phase homogenization operations.
Offer Customized Solutions: Providing customized liquid phase homogenizer systems tailored to specific applications and customer requirements enables manufacturers to address niche markets and differentiate themselves from competitors.
Focus on Sustainability: Developing eco-friendly liquid phase homogenizers with reduced water and energy consumption, as well as environmentally friendly materials and cleaning agents, supports sustainability goals and regulatory compliance.
Enhance Aftermarket Services: Offering aftermarket services such as preventive maintenance, repair, spare parts supply, and technical support enhances customer satisfaction, loyalty, and long-term business relationships.
Future Outlook
The liquid phase homogenizer market is poised for growth in the coming years, driven by factors such as increasing demand for processed foods, pharmaceutical formulations, personal care products, and specialty chemicals. Manufacturers that focus on innovation, customization, sustainability, and digitalization are well-positioned to capitalize on emerging opportunities and maintain a competitive edge in the market.
Conclusion
In conclusion, liquid phase homogenizers play a vital role in mixing, emulsifying, dispersing, and blending liquids across various industries, enabling manufacturers to achieve uniformity, consistency, and quality in liquid formulations. As industries continue to prioritize product quality, efficiency, and sustainability, the demand for advanced liquid phase homogenizer systems is expected to grow significantly. By embracing technological advancements, offering customized solutions, and focusing on sustainability initiatives, stakeholders can navigate the evolving market landscape and drive growth in the liquid phase homogenizer market.
What is Liquid Phase Homogenizer?
A Liquid Phase Homogenizer is a device used to reduce the particle size of liquids and create a uniform mixture. It is commonly utilized in industries such as food and beverage, pharmaceuticals, and cosmetics to enhance product quality and stability.
What are the key players in the Liquid Phase Homogenizer Market?
Key players in the Liquid Phase Homogenizer Market include companies like GEA Group, SPX Flow, and Scherzer GmbH, which are known for their innovative homogenization technologies and solutions for various applications, among others.
What are the growth factors driving the Liquid Phase Homogenizer Market?
The growth of the Liquid Phase Homogenizer Market is driven by increasing demand for high-quality emulsions in food processing, advancements in pharmaceutical formulations, and the rising trend of product customization in cosmetics.
What challenges does the Liquid Phase Homogenizer Market face?
Challenges in the Liquid Phase Homogenizer Market include the high initial investment costs for advanced homogenization equipment and the need for skilled personnel to operate these machines effectively.
What opportunities exist in the Liquid Phase Homogenizer Market?
Opportunities in the Liquid Phase Homogenizer Market include the growing demand for sustainable and eco-friendly products, as well as the expansion of the pharmaceutical industry, which requires precise homogenization for drug formulations.
What trends are shaping the Liquid Phase Homogenizer Market?
Trends in the Liquid Phase Homogenizer Market include the integration of automation and IoT technologies for enhanced process control, as well as the development of energy-efficient homogenizers to meet environmental standards.
Leading Companies in the Liquid Phase Homogenizer Market:
GEA Group
SPX FLOW, Inc.
Krones AG
Sonic Corporation
Avestin, Inc.
Bertoli s.r.l.
FBF Italia S.r.l.
Hielscher Ultrasonics GmbH
Netzsch Group
Microfluidics International Corporation
Please note: This is a preliminary list; the final study will feature 18–20 leading companies in this market. The selection of companies in the final report can be customized based on our client’s specific requirements.
Europe
o Germany
o Italy
o France
o UK
o Spain
o Denmark
o Sweden
o Austria
o Belgium
o Finland
o Turkey
o Poland
o Russia
o Greece
o Switzerland
o Netherlands
o Norway
o Portugal
o Rest of Europe
Asia Pacific
o China
o Japan
o India
o South Korea
o Indonesia
o Malaysia
o Kazakhstan
o Taiwan
o Vietnam
o Thailand
o Philippines
o Singapore
o Australia
o New Zealand
o Rest of Asia Pacific
South America
o Brazil
o Argentina
o Colombia
o Chile
o Peru
o Rest of South America
The Middle East & Africa
o Saudi Arabia
o UAE
o Qatar
o South Africa
o Israel
o Kuwait
o Oman
o North Africa
o West Africa
o Rest of MEA
What This Study Covers
✔ Which are the key companies currently operating in the market?
✔ Which company currently holds the largest share of the market?
✔ What are the major factors driving market growth?
✔ What challenges and restraints are limiting the market?
✔ What opportunities are available for existing players and new entrants?
✔ What are the latest trends and innovations shaping the market?
✔ What is the current market size and what are the projected growth rates?
✔ How is the market segmented, and what are the growth prospects of each segment?
✔ Which regions are leading the market, and which are expected to grow fastest?
✔ What is the forecast outlook of the market over the next few years?
✔ How is customer demand evolving within the market?
✔ What role do technological advancements and product innovations play in this industry?
✔ What strategic initiatives are key players adopting to stay competitive?
✔ How has the competitive landscape evolved in recent years?
✔ What are the critical success factors for companies to sustain in this market?
Why Choose MWR ?
Trusted by Global Leaders Fortune 500 companies, SMEs, and top institutions rely on MWR’s insights to make informed decisions and drive growth.
ISO & IAF Certified Our certifications reflect a commitment to accuracy, reliability, and high-quality market intelligence trusted worldwide.
Customized Insights Every report is tailored to your business, offering actionable recommendations to boost growth and competitiveness.
Multi-Language Support Final reports are delivered in English and major global languages including French, German, Spanish, Italian, Portuguese, Chinese, Japanese, Korean, Arabic, Russian, and more.
Unlimited User Access Corporate License offers unrestricted access for your entire organization at no extra cost.
Free Company Inclusion We add 3–4 extra companies of your choice for more relevant competitive analysis — free of charge.
Post-Sale Assistance Dedicated account managers provide unlimited support, handling queries and customization even after delivery.
This free sample study provides a complete overview of the report, including executive summary, market segments, competitive analysis, country level analysis and more.
"MarkWide Research has been a valuable partner for us in obtaining the market insights we need to
make informed business decisions. Their research reports are comprehensive, accurate, and
delivered in a timely manner. We appreciate their professionalism and attention to detail, and would
highly recommend their services to other companies."
"We have been working with MarkWide Research for several years now, and they have consistently
provided us with high-quality market research reports that have helped us stay ahead of the
competition. Their team is responsive, knowledgeable, and easy to work with. We look forward to
continuing our partnership with them in the years to come."
"MarkWide Research is an excellent market research provider that delivers valuable insights to help
us understand the market and industry trends. Their reports are always well researched,
comprehensive, and insightful. We have been very pleased with their services and would highly
recommend them to other organizations."
"We have been working with MarkWide Research for a number of years now, and we have found
their market research reports to be invaluable in helping us make strategic decisions for our
business. Their team is knowledgeable, responsive, and always delivers high-quality work. We highly
recommend their services to anyone looking for reliable market research."
"MarkWide Research is a trusted partner that provides us with the market insights we need to make
informed decisions. Their reports are thorough, accurate, and delivered on time. We appreciate
their professionalism and expertise, and would highly recommend their services to other companies
looking for reliable market research."
GET A FREE SAMPLE REPORT
This free sample study provides a complete overview of the report, including executive summary, market segments, competitive analysis, country level analysis and more.